汽车覆盖件是汽车车身的重要零件,其外形设计及制造直接影响着汽车工业的发展。由于汽车覆盖件的复杂多样化,有些汽车覆盖件中部会存在一些与模具冲压方向成一定角度的小孔,为了既要满足模具设计规范的要求,又降低模具制造成本,这就需要我们在模具上模座与压料芯之间安装一个斜楔来冲制此类小孔,使其既能满足模具设计规范,又能减少模具工序。
1 引言
汽车工业是全球制造业的支柱产业之一,随着汽车的不断更新换代,汽车覆盖件也变的Et趋复杂多样,相应的对覆盖件模具的设计制造要求也在不断的提高。有许多汽车覆盖件在制件的中间部位存在一些与模具冲压方向成一定角度的小孔,为既能满足模具设计规范要求又不增加模具工序数,必须采用在模具上模座与压料芯之间安装斜楔的方式来冲制此类小孔。
2 正冲和调整冲压角度产生的缺陷
(1)正冲方式产生的缺陷。
结果由于冲压方向与孔的法向角度比较大,造成凸模所受侧向力比较大,容易损坏凸模;冲出的孑L形状不容易保证且容易产生毛刺。
(2)调整冲压角度产生的缺陷。
结果会造成模具工序数的增加,大大增加了模具的制造成本及后期冲压件的生产成本;如果是自动化生产,还必须要求生产线有自动反转角度的功能,否则可能根本无法实现。
3 斜楔冲孔方式
采用在模具上模座与压料芯之间安装斜楔来冲孔是最佳选择。为了能够保证模具的设计规范要求,保证制件质量,降低生产制造成本,采用在模具上模座与压料芯之间安装斜楔来冲孔是最佳选择方案。
如图1所示,在模具上模座与压料芯之间安装斜楔来冲孔的工作过程。上模与压料芯开始下移 上模与下模导向一压料芯与下模接触(保持相对下模静止)一上模带动斜楔机构继续下移一斜楔机构与压料芯上驱动器开始接触一斜楔机构带着凸模沿孔的法向方向开始运动一冲孔一上模及压料芯提升到压力机上死点一冲孔完成。
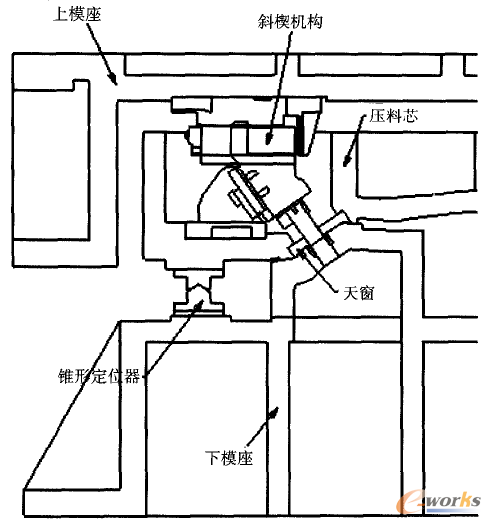
图1 斜楔冲孔结构
采用在模具上模座与压料芯之间安装斜楔来冲孔需注意的事项:
(1)压料芯与下模座之问必须安装锥形定位器,因为通常压料芯与模座之间采用导板或导柱导向,无论采用那种方式,导向之间都会存在间隙,这就会造成冲制孑L位的不稳定性,加上锥形定位器后就会使压料芯与下模座之间保持固定的相对位置关系不变,从而使冲制的孔位更加稳定。
(2)压料芯上必须开天窗,天窗的大小建议不小于120x120mm,因为即要保证有足够的空间安装凸模,又要保证有足够的空间调试凸模。
(3)要保证压料芯上安装驱动器处下面要符型。因为驱动器会受力的作用,所以下面不能为空。
(4)注意压料芯的行程和存放块的高度要足够大,防止存放过程中压料芯内斜楔压力源处于压缩状态。
4 结论
由于采用在模具上模座与压料芯之间安装斜楔来冲孔的方式即降低了模具制造成本又降低了制件生产成本,且保证了制件的质量,所以目前已经被广大模具制造厂和汽车生产厂家所认可,并广泛应用到了生产中。
本文来源于互联网,e-works本着传播知识、有益学习和研究的目的进行的转载,为网友免费提供,并以尽力标明作者与出处,如有著作权人或出版方提出异议,本站将立即删除。如果您对文章转载有任何疑问请告之我们,以便我们及时纠正。联系方式:editor@e-works.net.cn tel:027-87592219/20/21。
 文章
文章