在离心式水泵加工过程中,由于内孔刀具的长度受限,刀具悬伸超出4-6倍的限制,刀具容易打颤,切削效率较低,由此设计了系列化刀座及刀套,经过反复的设计改进及实践应用,很好的解决了刀具打颤、刀具悬伸、刀具快速更换的等技术问题,提高效率,节约了换刀时间,为大家进行详细的介绍。
1.加工现状及难点
首先介绍一下离心式水泵的结构。如图1所示,进水法兰外圆部分大于加工端面部分,从20~100mm不等,如图中L1所示,这需要增加内孔加工刀具的悬伸20~100mm。因此,其总加工深度:L+L1≥(150~350mm),对加工刀具而言,其悬伸太长,超出4*D(D为刀杆直径),在加工过程中刀具刚性会受影响。
加工难点:在实际加工过程中,会出现颤刀情况。换刀频繁,需要不断的测量刀尖到旋转中心的高度,需要准备不少垫片,特别是内孔刀具,装夹麻烦,压紧不便。
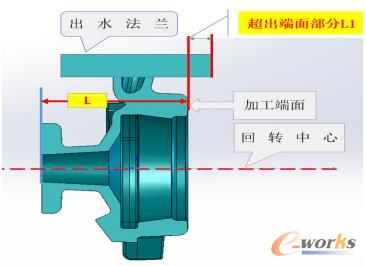
图1 离心式水泵壳半剖图
2.改善措施
1)第一次改进
针对以上的问题点,设计了简易数控内孔刀座,第一次设计刀座如图2所示。
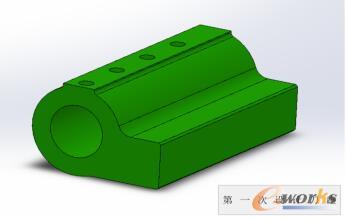
图2 第一次设计刀座
按图中设计制造刀座进行试验验证,结果φ50内孔刀具悬伸到4*D时候,刀具开始颤刀;达不到设计要求,需要进行改善。查阅了大量的刀具资料,在山特维克金属切削指导手册里找到了问题点所在。见图3,图4,图5。为确保最佳性能,其关键因素是稳定性,即需要保持刀具与刀柄实现最大接触。
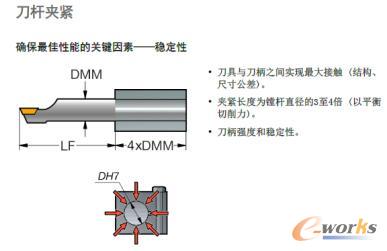
图3 刀具装夹图

图4 刀具夹紧要求
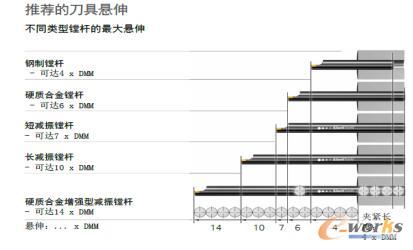
图5 刀具悬伸图示
本文为e-works原创投稿文章,未经e-works书面许可,任何人不得复制、转载、摘编等任何方式进行使用。如已是e-works授权合作伙伴,应在授权范围内使用。e-works内容合作伙伴申请热线:editor@e-works.net.cn tel:027-87592219/20/21。
 文章
文章
