本文着重介绍了8AT定子轴整个开发流程及CAD/CAM/CAPP/CMM协同,通过定子轴CAD/CAM/开发编程,制作数控加工程序及刀PBOM/CAM/AR信息化技术文件,为数控制造奠定信息化基础。
CIMS定义:CIMS是通过计算机硬软件,并综合运用现代管理技术、制造技术、信息技术、自动化技术、系统工程技术,将企业生产全部过程中有关的人、技术、经营管理三要素及其信息与物流有机集成并优化运行的复杂的大系统。
一、定子轴零部件的工艺回顾
定子轴方案:粗加工两端及内孔-正火时效-半精加工内孔及两端(内控尺寸)、正火时效(定型))、精加工内孔、再使用两端内控尺寸为基准,芯轴定位、两端加工外圆及槽、滚花键、进行渗碳淬火、使用芯轴进行车精加工、精磨外径、精磨端面、磨花键、精加工端面根部外圆槽、后处理、清洗、检验、包装发货。
相关可视化工艺流程图:图1涂绿色为关键控制工序;黄色为热处理工序。
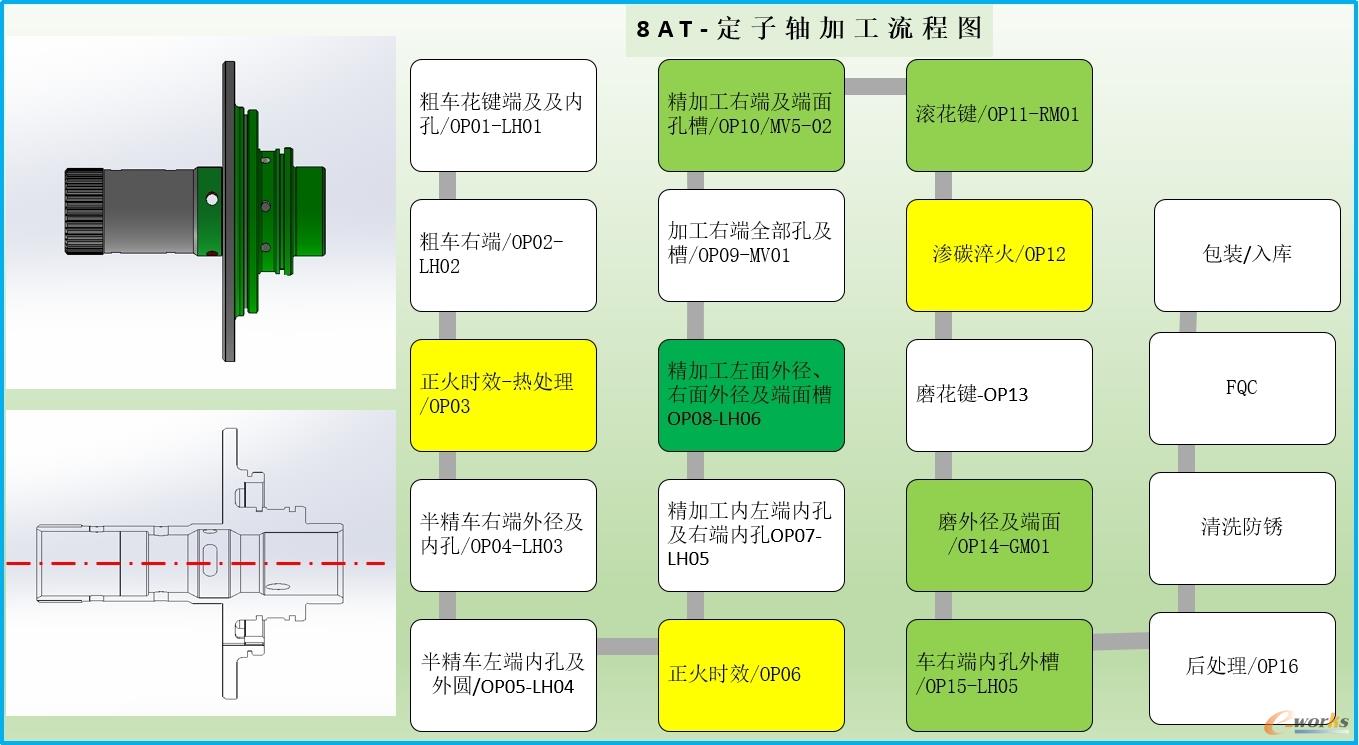
图1 定子轴可视化流程图
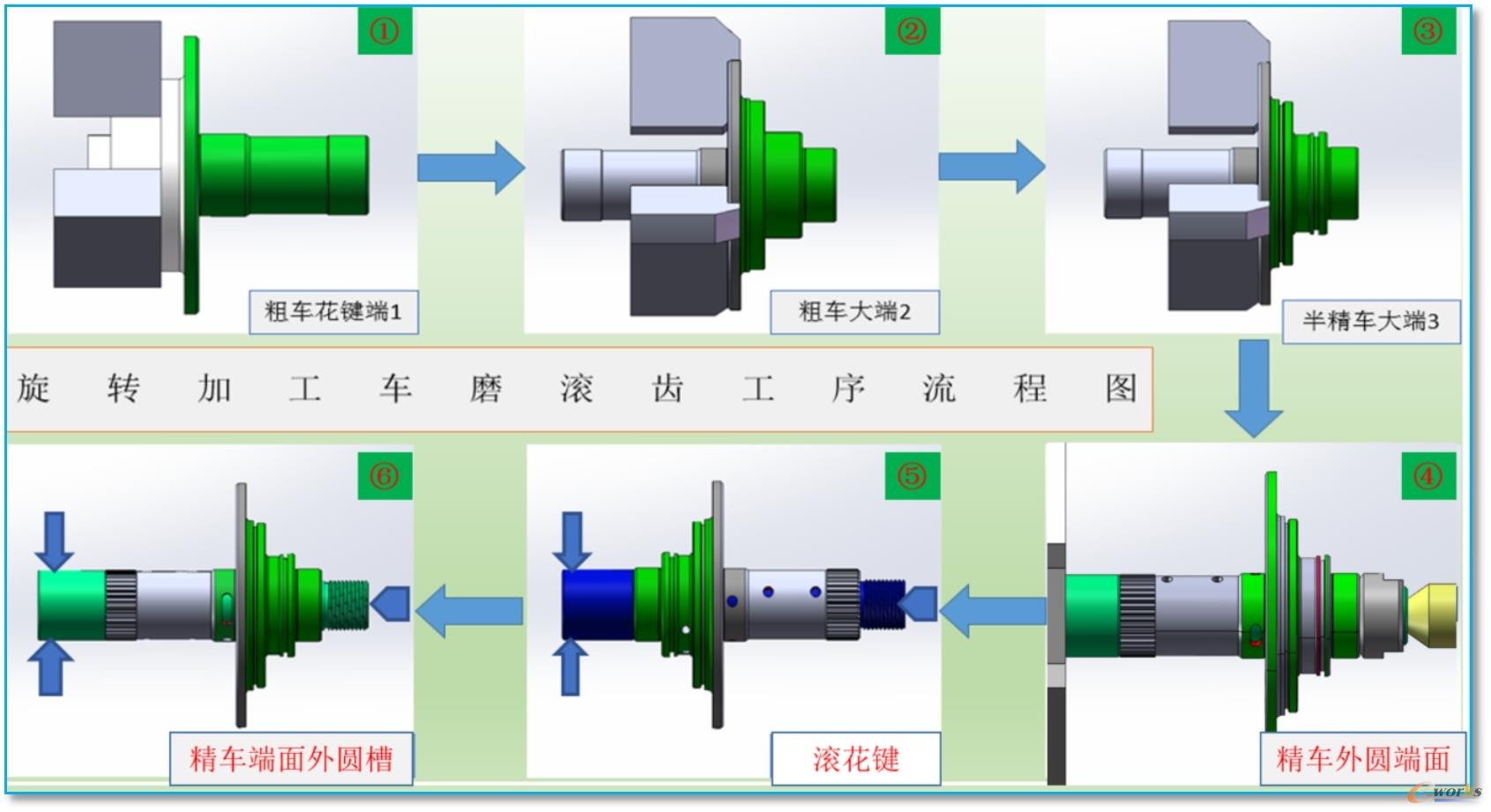
图2 定子轴旋转加工车磨滚齿工序流程图
图3 定子轴立式及五轴加工中心工序流程图
二、OP08-LH06数控车CAM几何体准备
1.芯轴准备
2.芯轴制造(材质:40Cr,真空热处理HRC58-62后,使用高速CBC刀片精密车削),使用径跳仪检测尺寸符合设计要求。包括外径尺寸公差、粗糙度、特别是顶针孔需要研磨,保证标准及粗糙度要求。(材质:40Cr)
3.芯轴加工的质量非常重要,是批量加工定子轴的基础。
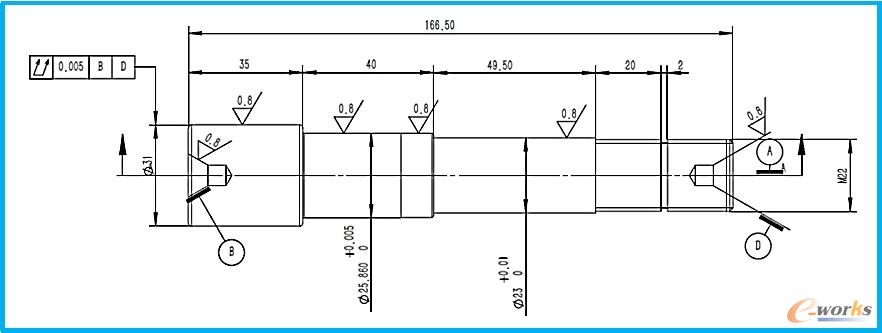
图4 精加工芯轴设计图
Solidwork软件数模的建立技术要点:
1)根据客户提供的PDF文件进行三维PART文件绘制,在绘制的过程中消化图纸及产品加工特征细节;
2)在绘制完毕,进行平面图转换,根据客户提供的PDF文件进行1对1的转换平面图,视图对应,标准尺寸对照,这样来寻找绘制问题点,一旦有尺寸问题,马上返回对数模进行修正更改,这样便于校对绘制的三维PART文件;最终转换平面图与客户提供视图及尺寸完全符合,说明三维数模完全符合尺寸要求;
3)通过对工艺流程的消化,在绘制三维数模时,根据产品加工的工艺进行绘制;绘制过程毛坯几何体,绘制工序工件几何体,如图:图2所示的毛坯,这里不做叙述;
4)在三维CAD里面绘制工程图,提取旋转体1/2截面轮廓,这里选择A1图幅,选择合适的视图,选择剖面视图。比例:1:1、横截剖面、强调轮廓。再添加中心线。见图5图6所示;
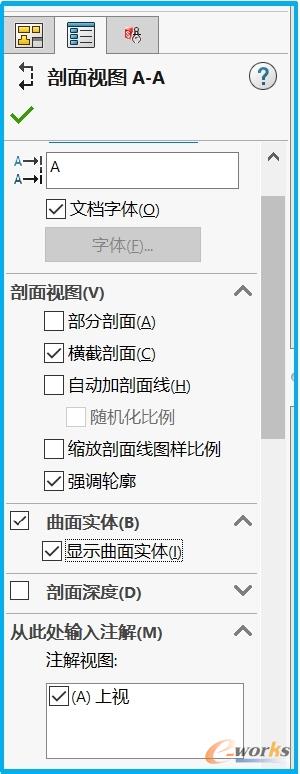
图5 SolidWorks工程图绘制
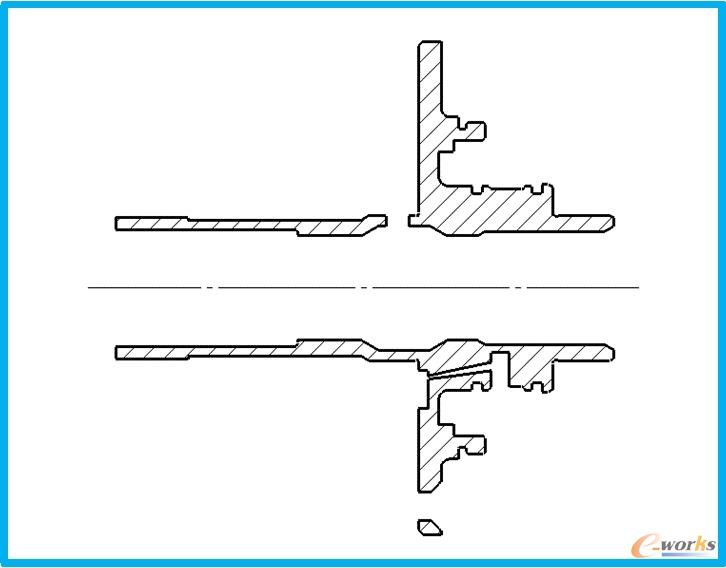
图6 截面剖切轮廓
5)将截面剖切图另存为DWG或DXF文件
三、Mastercam2021编程概要
1.在CAM导入DWG或DXF文件;
2.选好数控车模组(机床-车床-管理列表选取对应的机床及系统)进入到了车削模组;
3.开始移动坐标,建立坐标系,部分保存为:CAM文件,选取中心线1/2截面上截面(斜刀塔),下排屑,刀具在工件的中心线X正方向,下1/2截面是平刀塔,刀具在X负方向;
4.同样方法把上序过程三维三维图制作出工程图,导入进来,在CAM里面合并文件,外轮廓作为毛坯轮廓,内轮廓作为加工轮廓,进行加工,毛坯轮廓坐标系和加工轮廓坐标系需要吻合适配。周围毛坯均匀。见图7绿色毛坯外轮廓,粉红加工工件内轮廓;
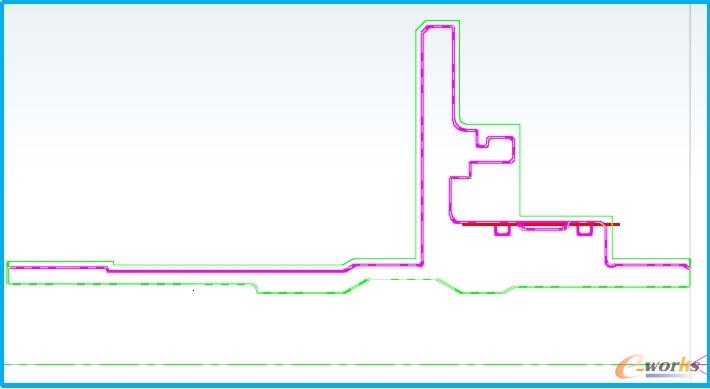
图7 设置完毕的加工轮廓及毛坯外轮廓
5.设置毛坯、卡爪、尾座顶针等;毛坯采取旋转的方法;
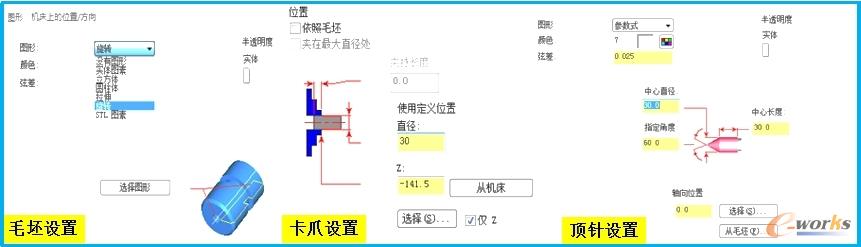
图8 毛坯、卡盘卡爪、尾座顶针设置
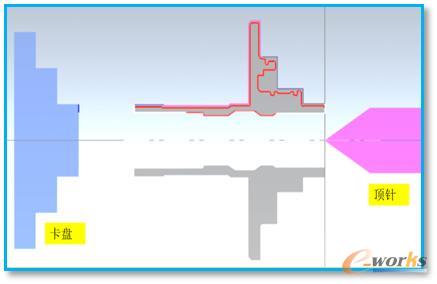
图9 设置完毕的毛坯、卡爪、顶针界面
6.开始CAM编制前,一定需要对关键尺寸进行分析测量,确定导入的尺寸及精度和需要内孔尺寸吻合,并且都在中值(控制尺寸关键的操作);
7.测量完毕,需要对尖角进行圆弧或倒角(未注倒角0.1-0.3),这里全部进行倒圆角0.1,大倒角链接处处再进行微倒角,目的就是去除尖角,去除毛刺,这个细微技术手段是优于手工编程的最大优势,加工后无死角,无毛刺,无尖角,倒角曲面加工精度非常高(选择在计算机补正);
8.如果有修光刃刀片,建议导入厂商修光刃刀片的数据库,进行修光刃刀角RE的补偿,尤其是曲面精加工,程序精度在不同的角度及坐标时补偿非常精准,这也是区别于手工编程的优势。
9.准备工作做好,根据提前准备的工步列表和准备好的刀具进行程序编制。见图10;
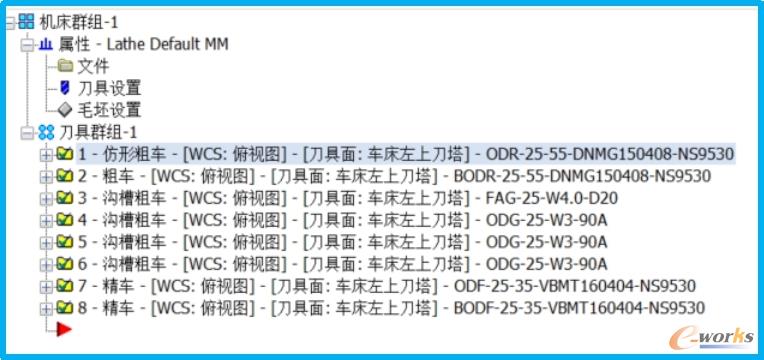
图10 CAM特征树,CAM工步列表
10.进入模拟、进行实体验证、进行机床加工仿真(必要时)阶段,实体加工时,考虑加工效果,三视图仔细查看,剖切查看,必要时进行测量,细节查看(毛刺、残留余量、等),查看碰撞报告,检查是否有碰撞等干涉。
四、刀具清单工艺列表的制作
1.检查无误后,生成相关系列技术文件:
●FAUNC系统G代码见图11,程序可通过CimcoEdit导出(编码式),刀具清单-PBOM见图12。
●生产工艺安装列表(SetupSheet.),可作为工艺文件使用。见表1。
●刀具列表-(ToolList.)清单式、图标式,带有加工切削参数及刀具细节。见图13。
●实体机机床仿真时可以导出AR操作文件。(2020版本具有导出单独的AR.exe仿真的文件,在任何电脑上可以操作仿真,不需要安装程序)
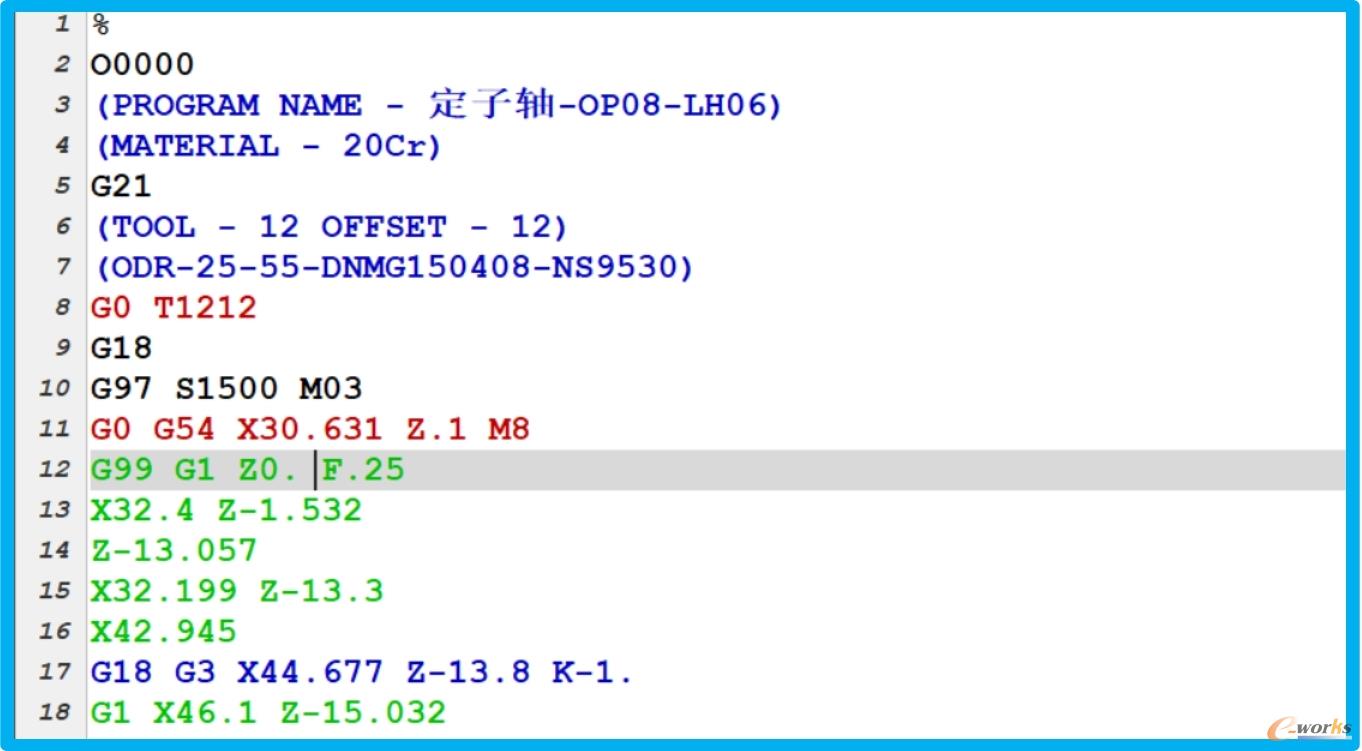
图11 带有相关注释的工步、刀具的程序
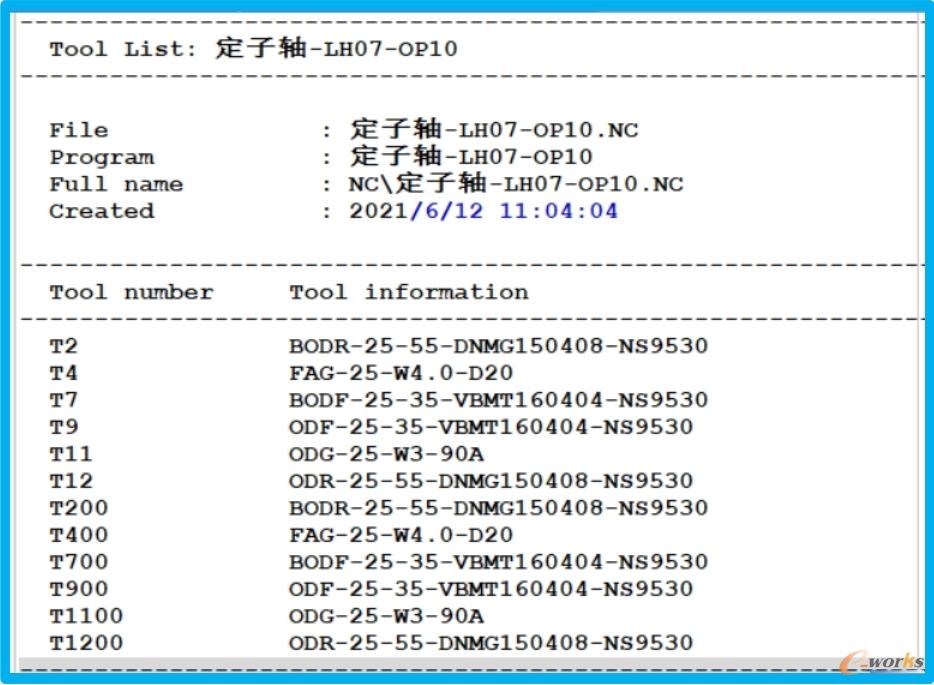
图12 刀具清单-PBOM
表1 工艺清单-SetupSheet.
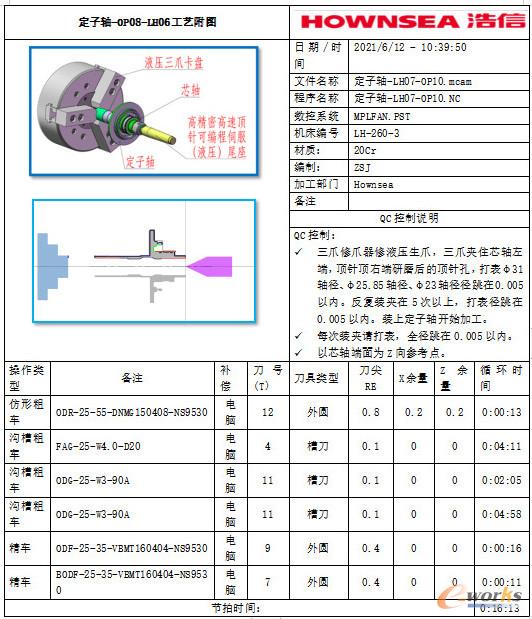
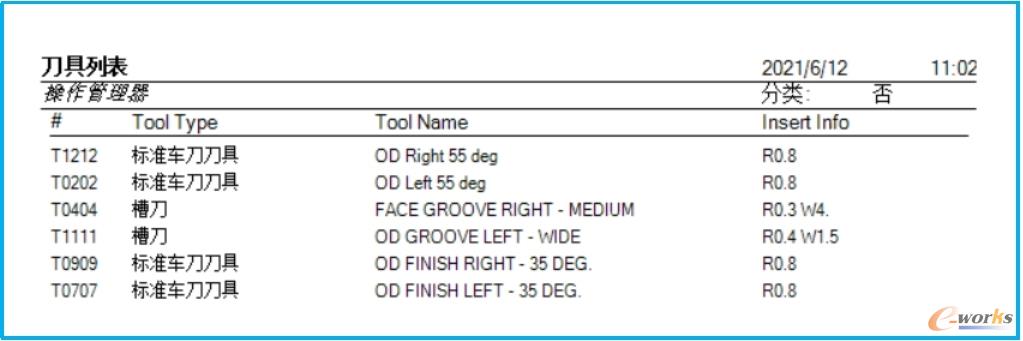
图13 刀具清单-Toollist
2.拷贝所有技术文件或通过局域网DNC管理系统,有PLM/MES系统的可以导入到PLM/MES系统,从DNC系统导入到机床加工。
3.安装列表-Setupsheet:加工QC控制说明:
4.QC控制。三爪修爪器修液压生爪,三爪夹住芯轴左端,顶针顶右端研磨后的顶针孔,打表φ31轴径、φ25.85轴径、φ23轴径径跳在0.005以内。反复装夹在5次以上,打表径跳在0.005以内。装上定子轴开始加工左端外圆,端面、加工右面外圆、端面槽等。
5.刀具根据工艺列表刀具清单进行产前准备后,采取MDI方式进行刀具安装事项。
6.重点关注点:加工时不能有干涉,内孔刀杆长度需要严格控制悬伸,开粗刀具中心高严格控制在±0.1。
7.精加工刀具及修光刃刀具中心高控制在±0.05。
8.其它工序CAM制造同本工序类同,五轴(3+2)加工中心稍复杂,以后有机会再做介绍。
五、MES导入可视化文件介绍
1.可视化技术文件导入到PLM/MES系统,程序相关导入到DNC系;
2.在工序加工时,扫描条码,建立网络链接,打开技术信息文件,通过现场电脑PC端拷贝程序或直接通过DNC系统导入程序代码;
3.通过机床电脑端对AR系统文件进行查看,模拟,演示,做到心中有数;
4.查看工艺列表,查看刀具清单,准备刀具,如果是复杂的刀具清单(一般卧式加工中心刀具较多),必要时有刀具管理人员(刀具库),根据派工指令单进行刀具梳理,进行产前准备,刀具配送,进行数字化刀具管理(专用可视化刀具软件),并对借用进行记录,对各机床刀具库进行整理备份;
5.CAM工程师通过软件及网络随时对机床刀具库进行梳理盘点,使用。这样的管理对模具管理,多品种小批量效率提升尤其有效;
6.技术员或操作者对产品加工的问题点及时通过网络及相关沟通软件进行提报或沟通,及时解决问题点;
7.对我们的首善促进较大(一次开发成功率),不完全统计,可以提升25%的开发成功率,加工开发周期明显缩短,25-30%以上;
8.对复杂高性价比的、国际先进的产品提升了开发自信心;
9.加工完毕的产品照片,见图14。

图14 生产完毕的定子轴照片
六、结论-数字化信息化车间打造
通过CAD/CAM/AR/DNC/MES的高度集成,对技术文件,可视化加工AR视频加工文件查看,做到了无纸化,做到了数字化信息车间的打造,包括CAM编程。刀具计划PBOM、准备、现场管理、现工装设计、制造、SMED、数控加工QC控制、程序代码传输、工艺列表的PLM管理、技术与操作的衔接更加有效,流程顺畅。大大促进新产品的开发,及量产品的PLM有效的全生命周期的数字化管理。
本文为e-works原创投稿文章,未经e-works书面许可,任何人不得复制、转载、摘编等任何方式进行使用。如已是e-works授权合作伙伴,应在授权范围内使用。e-works内容合作伙伴申请热线:editor@e-works.net.cn tel:027-87592219/20/21。
 文章
文章
