随着我国制造业逐步向智能化制造转型升级,MES系统在生产制造过程中作为一种信息化管理手段,应用也越来越广泛,而数控冲床加工作为一种柔性化钣金加工方式,在复杂的定制化商用钣金加工领域同样扮演着极为重要的角色。
1 引言
随着我国制造业水平不断提高,各类型具有自动化上下料功能的钣金数控冲床生产单元不断涌现,这无疑极大解放了高强度的人工搬运作业。各类具有自动化上下料功能的钣金数控冲床生产单元虽解决了人工搬运物料操作,但前端的原材料来料与计划下达任需由人工完成。近年来,随着钣金加工行业对MES系统的研究不断深入,越来越多企业引入MES系统作为生产管理的重要工具,而实现计划自动下达与原材料的自动调度的智能化钣金数控冲床生产单元构建,更是离不开MES系统的融入。
智能化钣金数控冲床生产单元是信息化、自动化、智能化技术与数控加工技术的交叉融合,以实现数控冲床生产全流程自动化、信息化为核心,实现计划排程、生产作业、质量检验、仓储物流等各环节优化和整合的一种高效数控加工制造模式。涂海宁,唐友平,刘建胜等学者对综合加工单元控制系统中的关键控制技术进行了相关研究,这对加工单元的控制系统构建提供了理论支撑
[1]。
构建智能化钣金数控冲床生产单元的基础及核心为信息化及自动化管理,通过MES制造执行系统、WMS仓储系统以及自动化数控冲床单元控制系统的互联互通、高效协同来实现。为打造智能化钣金数控冲床生产单元,需结合生产实际进一步开发具备直角剪装置、自动上下料装置、自动分拣码垛装置等硬件功能的自动化数控冲床单元及计划自动下达、原材料自动出入库调度、半成品自动出入库调度、数控编程程序管控、数控模具档案、质量检验档案等智能化功能的MES制造执行系统、WMS仓储系统和自动化数控冲床单元控制系统交互的控制模块,加工单元各系统信息化交互模型如图1所示。本文针对智能化钣金数控冲床生产单元的构建进行系统阐述,为钣金加工等离散制造业的智能化生产单元的设计开发提供参考思路。
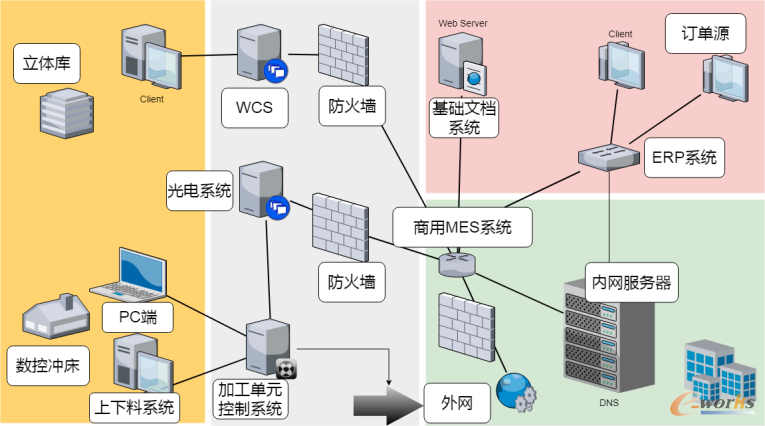
图1 加工单元信息化交互示意图
2 智能数控冲床钣金加工单元构建
2.1 加工单元硬件功能设计
智能数控冲床钣金加工单元由自动化硬件装置与智能化控制系统组成。自动化硬件装置包括原材料自动对接台车、原材料自动上料装置、冲床主体、废料自动导出装置、自动喷码装置、零件自动分拣码垛装置、零件自动对接台车、光电防护装置这8个功能模块,其中冲床主体是指数控冲剪复合机,数控冲剪复合机由数控冲床和数控直角剪复合而成,加工单元硬件控制连接设计如图2所示。
加工单元控制系统包括MES+WCS+冲床控制系统交互模块、光电防护+冲床控制系统模块、程序识别+冲床控制系统模块、转运台车控制+冲床控制系统智能调度模块、分拣码垛控制+冲床控制系统模块、自动上料控制+冲床控制系统模块、废料导出控制+冲床控制系统模块这7个控制模块,其中冲床控制系统是指数控冲切加工控制系统和数控直角剪控制系统。7大控制模块以冲床控制系统为中心,依据冲床需求发出各功能的运行指令。
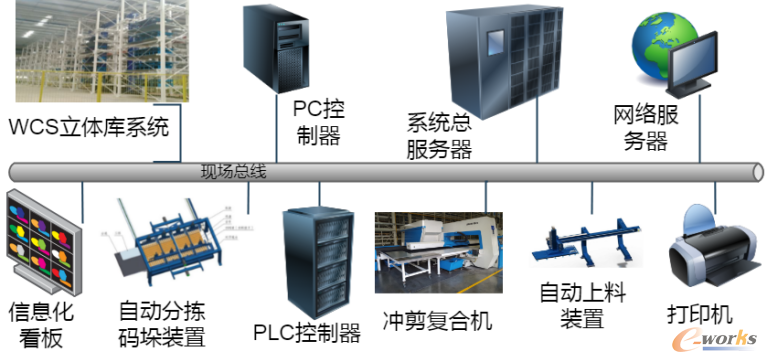
图2 加工单元硬件控制连接设计
8大硬件功能模块是智能化加工过程实现的基础,而MES+WCS+冲床控制系统交互模块则是加工单元实现智能化加工的大脑核心所在。
2.2 自动上料功能
自动上料功能是加工单元与立体库实现原材料自动对接的基础。MES在进行订单任务派工到冲床单元的同时,也将对应订单所需的标准规格原材料信息同步到智能立体库调度中心,由调度中心按照出库任务顺序,匹配到在库所需原材料托盘的信息并将该信息自动下达到出库任务,此时只需确认机床可正常加工该任务,对应的原材料托盘则送到机床的原材料接料口,由自动上料台车对接取回原材料托盘。上料台车将原材料托盘移送到自动上料位,自动上料时为适用不同板材的上料,对上料吸盘进行分区控制,避免板材的空吸现象,自动上料装置吸盘分布如图3所示。板材分离装置安装在上料机械手上,在取料的同时先将板材的一角掀起,抬起板材并不断抖动将板材分离的一整套动作,仿真人工分离。吸料完成后还需自动测厚,测厚主要是为再次确认原材料与订单需求原材料一致,避免误加工。最后,原材料通过上料吸盘移送到机床定位夹钳进行定位夹紧。至此,加工单元完成一整套原材料自动上料过程。
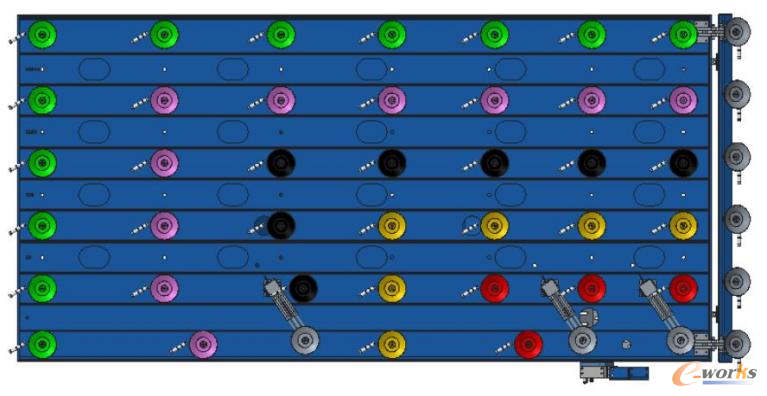
图3 自动上料装置吸盘分布
2.3 直角剪及分拣码垛功能
直角剪切功能为自动套裁加工的零件实现自动分拣码垛提供了基础保障,是单元实现全自动化加工不可或缺的功能部分。传统的数控冲床加工,需要人提前对板材进行剪裁,按照零件的外形尺寸要求使用剪板机对板材进行裁剪下料,然后进行数控程序的编辑进入加工阶段。
加工单元采用MES系统进行生产计划自动排程,并由编程软件自动对订单明细进行抓取,编程软件按订单进行规格料套裁,以此保障被自动按订单套裁编程的零件能够使用标准规格的原材料来生产,标准规格的原材料是自动化仓储的基础,而套裁后的原材料被完全排布,避免了原材料的浪费,直角剪功能则实现了套裁后的零件相互分离。
数控直角剪的两把剪刀相互垂直,其中一把剪刀可进行连续裁剪,大大提高了板材下料的效率,即将若干个需要加工的零件在一张原材料上紧密排列,然后再用直角剪将各个零件从整张板上剪切脱离,同时又可根据零件的轮廓有效节省原材料,克服了传统数控剪板机床的缺陷。数控直角剪分离零件是实现自动分选与码垛的前提,被剪切后的废料和零件通过毛刷输送带送出,然后由两套分选装置分选后,废料则进入对应大小范围的X号废料箱,而零件则按照编程时的分类,系统将属同一编码的零件指定在产品托盘的对应位置,零件分区码垛监控界面如图4所示,分选装置将同编码的零件分隔下料,依次进行码垛。至此,通过直角剪、分选码垛装置实现了零件的自动分离码垛。

图4 零件分区码垛主显界面
2.4 数控冲床加工单元生产流程
数控冲床加工单元主体包括硬件配套与软件控制系统,软件控制系统是加工单元实现与MES、WCS智能立体库交互的枢纽。
加工单元的生产订单由MES系统按照计划排程逻辑自动派送,订单信息包括零件材质、数量、尺寸规格与编码、图文信息、程序信息、工艺流信息、加工工时等生产所必须的信息数据。李亚凯,沈彦等学者论述了SOA和柔性制造技术相协调的生产调度系统,具体分析了生产过程中的计划调度问题,并对生产派工到机台的方式与实现进行了表述,为加工单元的派工问题提供了解决方法
[2]。数控冲床加工单元的生产任务采用一备一用,即MES系统为同一机床指派两个订单,前一个订单为在制订单,后一个为预备订单,在制订单完工后,预备订单则自动转为在制订单,同时MES与WCS交互模块调度立库下达原材料出库任务及上个订单原材料入库任务,开始进行加工前准备,通过订单交叉运行,减少内部切换时间,减少机床待机,提高设备稼动率,最终实现高效生产。
3 MES系统与加工单元交互功能
3.1 系统硬件基础构建
加工单元控制主要通过可触控式PC一体机和数控冲床控制系统可触控式PC一体机实现。
数控冲床的自动化控制系统采用NC嵌入PC内,而PC能兼容各类应用程序的装载,这是当前较为常见的应用模式。PC和运动控制器形成自动化控制系统。采用PC作为系统的主控制器,其目的就是实现运动学的管理与系统计算(数控冲床依靠运动控制器控制补给运动,由于设计的控制系统应用于柔性制造,因此需要确定补给动作的冲压协调)。
员工可通过PC一体机登录到MES信息化系统界面,并且可在MES系统订单报工信息页面,通过点击图文号直接进入公司内部基础文档系统,关联到对应零件的加工要求与设计图纸,极大方便了现场作业。
3.2 加工单元的网络通信
加工单元涉及的各功能设备之间主要通过RS485串口通讯,RS485采用差分传输的方式,逻辑“1”以两线间的电压差为+(2~6)V表示;逻辑“0”以两线间的电压差为-(2~6)V表示,接口信号电平比RS232降低了,不易损坏接口电路的芯片。RS485串口数据通讯方式采用全双工模式,以方便自动化设备控制系统之间的数据互联互通,为后续智能化的先后动作交互打下基础。
PC端触摸屏功能块采用组态软件MCGS进行编入更新,可对现场数据的进行采集处理,以动画显示、报警处理、流程控制、实时曲线、历史曲线和报表输出等多种方式表达,方便了加工单元的优化管理。
加工单元安装PLC模块作为各功能装置的总执行中心,其信号传输交互可通过编程进行调整,以适应现场的实际需求,PLC逻辑信号梯形图如图5所示。PLC模块具有数据监视、电脑浏览器监视基本单元、远程维护等功能,可对设备相关数据本地采集后,通过内部局域网传输至服务器,完成采集,最后在PC端控制界面呈现,并由智能化模块进行数据分析决策。

图5 可编程式逻辑电路梯形图
3.3 软件系统交互实现
钣金数控冲床智能化加工单元的软件架构设计是以Windows XP操作系统作为内核开发平台环境,通过C++、VisualBasic6.0等多种高级编程语言开发自身的应用程序模块。所开发的应用模块程序中,由数控冲床内核控制系统设定I/O信息交换接口,以此将应用程序系统与数控冲床内核控制系统连接起来。应用这种以I/O信息接口连接的形式,将人因工程、操作环境与专业工艺集成在特定的控制系统内,形成了独特的智能化控制系统,其综合了加工单元的硬件配置,各功能模块,主要生产零件特征等实际应用场景需求,进而使加工单元的控制系统拥有更强的针对性。
同时系统各模块之间构建了动态链接库,加工单元实时的状态参数变化,可通过动态链接库实现根据设定的指令动作进行应对运行。此外,加工单元控制系统模块还有着模拟与指令校验能力,人机交互变得更加智能化。
4 加工单元智能系统应用
4.1 加工单元的智能化应用
智能化加工过程的实现,首先要解决订单自动排程问题,而MES系统需统筹整个车间的生产计划,按照多种排列组合方式进行优化排程,钣金生产订单通常是批次数量存在较大差异,此。
数控钣金加工单元具备冲剪复合机、自动上下料功能、零件码垛分拣功能,其受人的影响因素很小,因此,其生产订单由MES+系统依据TOC约束理论设定的产能限制条件,应用优先级顺序逻辑,筛选出批量、非首次加工的零件订单,且按照立体库原材料进行任务排序,基于约束条件的计划排程逻辑如图6所示,这种特定约束条件的计划排程,使得加工单元的生产订单能够快速被锁定,避免了人工评经验排程导致的产能放空问题,国外学者E.L.Itskovich对MES系统优化大批量订单的计划排程也做了相关研究
[3]。

图6 基于约束条件的计划排程
数控钣金加工单元接到MES系统派发的生产任务后,员工只需核对加工程序的模具配置要求、确认生产环境安全,启动该订单的生产即可,此时设备将按照程序NC代码进行加工。若订单涉及的零件存在特殊工艺,系统将在启动订单生产时进行换模提示,由人工对该工艺所对应的模具进行更换补充。
MES系统在收到加工单元启动该订单任务加工信息反馈时,同步派发对应订单的原材料出库任务给立体库WCS调度系统,立体库穿梭车则将对应原材料托盘运输到加工单元接料台车对接位,此时数控钣金加工单元接到原材料到货信息,系统调度台车进行取料加工,接下来整个加工过程将无需人工干预,加工完自动进行零件分拣码垛与废料输送,分拣码垛系统按照零件类型进行分区,依次完成分拣码垛工作。系统以订单为周期,对整个加工单元状态信息进行记录,直到订单完成,过程中自动进行报工完工,加工集成信息化看板,方便管理者进行进度管理。最后订单加工完成,半成品零件自动对接立体库穿梭车进行入库,入库信息同步到MES系统。
4.2 MES质量管理模块应用
质量作为企业产品的核心保障,生产过程中涉及到人机料法环测等多个维度的综合应用结果。宋宇学者对基于MES的质量管理系统数据可视化进行了系统的研究与论述,这对加工单元引入MES系统作为质量管理可视化工具提供了全面的思路参考
[4]。质量管理模块主要涉及到加工质量异常管理、图文变更管理、工艺参数变更管理,通过对生产现场实时采集的生产加工过程记录、检测记录等信息进行管理,积累形成了庞大的质量信息库,MES质量数据信息化管理架构如图7所示。
当加工完订单的第一个零件,系统则将质检需求自动推送到辖区质检员,质检员点击订单下的零件图号,自动跳转到零件的图文信息页面,质检员对照系统的图纸、质量标准进行首次检验,检验合格则在系统标绿,操作员继续生产,检验不合格则将质量异常数据上传到系统,由系统对照质量数据库,找到异常原因,若系统没有记录类似质量异常处理方案,则由质量技术人员解决异常后维护方案到系统质量数据库,下次异常即可分分钟处理。
质量管理看板集成了历史溯源、周期性分析、质量异常订单等多个质量数据可视化,并对交货期临近的质量异常订单进行分级预警,保障订单顺利交付。质量管理模块依据每次质检员维护的检验数据,对质量问题进行分类汇总,同步更新质量信息库,各类质量异常在月度生成数据报告,为管理者制定质量预防方案提供了大量数据参考,帮助管理者进行复盘预防。
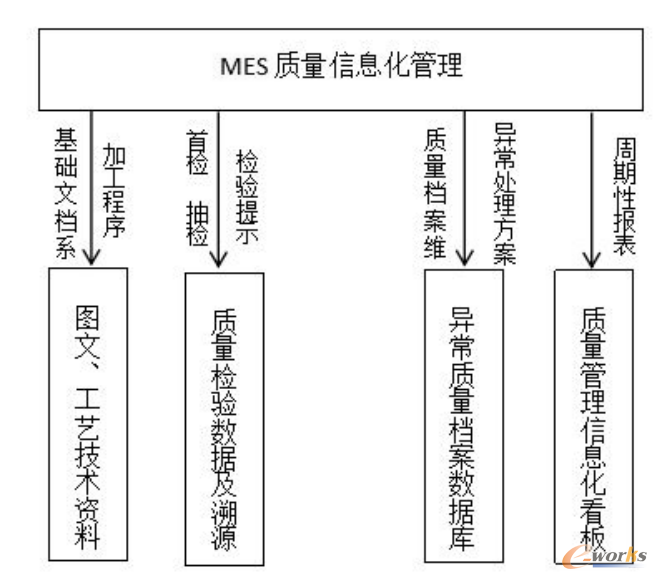
图7 MES质量数据信息化管理
5 结语
随着我国制造业的持续发展,自动化与信息化相融合的智能制造在制造业中的比例将持续增大,而基于MES系统的数控冲床智能钣金加工单元,运用信息化交互管理方式,充分发挥了自动化设备的加工优势,在一定程度上实现了少人化的钣金智能生产模式。本文描述的智能化钣金加工单元的基础功能建设,自动化设备功能组合,最终通过信息化控制模块实现各生产资源的融合应用,为离散型制造业资源整合优化提供了思路参考。
6 参考文献
[1]涂海宁,唐友平,刘建胜,等.综合单元控制系统中的关键控制技术研究[J].制造技术与机床,2019(4) : 133-137.
[2]李亚凯,沈彦,周一军.基于SOA和柔性制造技术的生产调度系统[J].组合机床与自动化加工技术,2019(11) : 156-160.
[3]E.L.Itskovich.Fundamentals of Design and Operation of Manufacturing Execution Systems(MES) in Large Plants[J].IFAC Proceedings Volumes.2013,46(9):313-318.
[4]宋宇.基于MES的质量管理系统数据可视化研究[D].南京:东南大学,2017(12).121-125
本文为e-works原创投稿文章,未经e-works书面许可,任何人不得复制、转载、摘编等任何方式进行使用。如已是e-works授权合作伙伴,应在授权范围内使用。e-works内容合作伙伴申请热线:editor@e-works.net.cn tel:027-87592219/20/21。
 文章
文章