本文为“2023年度中国智能制造最佳应用实践奖”参评案例。本次活动将评选出2023年度,为中国智能制造领域带来突出效益的最佳实践工程,全面介绍企业推进智能制造的步骤、重点与难点、获得效益等,分享建设过程中的经验,供广大制造业行业企业学习供鉴。
一、企业简介
江苏晟泰集团有限公司(以下简称“江苏晟泰”)是一家专业承制瓦楞纸板、瓦楞纸箱和不干胶标签制品的股份制民营企业。江苏晟泰创建于1983年,位于“中国21世纪示范镇”——淀山湖镇,东临上海,西靠苏锡常。现有员工400余人,厂区占地面积100,000 平方米,厂房建筑面积45,000平方米,是一家资产总额与销售额双双突破三亿元的国家级乡镇企业集团。

图1 江苏晟泰集团有限公司
在2016年,江苏晟泰引进美商马贵的高速瓦楞纸板生产线,产能得到大幅度增加。目前,江苏晟泰拥有两条高速瓦楞纸板生产线,八台性能先进的印刷设备以及专业的纸箱成型设备与不干胶标签加工设备。瓦楞纸板年产能约2亿平方米、瓦楞纸箱年生产能力1.5亿平方米。江苏晟泰属于福利企业,在1997年被国家农业部评为国家级乡镇集团,先后荣获“中国包装百强企业”、“中国纸包装50强企业”、“全国优秀福利企业”、“江苏省著名商标”、“江苏省名牌产品”等荣誉称号。
二、企业在智能制造方面的现状
在智能制造领域,江苏晟泰设有独立的信息部门和设备部门,主要负责公司相关工业应用软件的自主研发与产线设备自动化改造,至今已持续开展27年,历经4 次选代,累计申请各类知识产权20项,其中发明专利2项,实用新型专利11项,拥有软件著作权7项。在2022年,江苏晟泰主营业务收入突破3亿元,与中国石油、小天鹅、康德莱医疗、HP、SONY、DELL、中粮股份、可口可乐、统一、捷安特、韩华新能源等国内外知名企业在内的100多家客户建立了长期稳定的协作关系。
三、参评智能制造项目详细情况介绍
高强度瓦楞纸板一体化智能车间项目(以下简称智能车间)已获得苏州市示范智能车间认定,车间的总体布局设计、物流和工艺路线、设备自动化和智能化架构达到国际先进水平,也遵循结合安全生产和精益生产理念布局。瓦楞纸板一体化生产线共由32台/套核心设备组成,均为智能化装备,设备联网率和数据采集率达到100%,信息化系统包括ERP企业资源管理系统、APS生产计划系统、MES生产管理系统、WMS仓储管理系统、SCM供应商管理系统、TMS运输管理系统、QMS质量管理系统、CRM客户管理系统、PLM研发项目管理系统、工作任务管理系统、二维码应用系统、原纸高效自动输送系统和EMS能源监控管理系统,各系统集成数据互通。
1. 项目背景介绍
为推动相关工业应用软件的自主研发与产线设备自动化改造,江苏晟泰将晟泰ERP系统、APS生产计划系统和生管系统(MES系统)集成互通,APS生产计划系统根据客户订单需求、日均产能自动生成主生产计划;生产管理系统(MES系统)接收主生产计划后,在瓦楞纸板纵切和横切系统模块中采用生产指令拆解模式,发送指令至原纸高效自动输送系统将物料(原纸)自动分配输送至相应的工位机台,实现物料(原纸)的精准配送。
在物料、半成品、成品环节,物料属性和数据信息均通过二维码应用系统进行二维码标识和追溯管理,通过二维码扫码仪、手机 APP 等进行二维码数据采集,将产品加工、检测信息相关数据自动录入系统,实现对产品生产过程的信息可追溯。
针对能源管理充分利用智能采集和自动调控管理模式,实现能源利用最大化和最优化,并充分利用能源再利用管理理念,发明和研究相关能源回收和再利用装置。实现了车间级和生产线的工作环境监控,核心机组采用温度、湿度智能在线监测系统,对其内部环境实时监控。
智能车间通过引进自动化、智能化设备,制定一系列安全防护制度,降低了产品生产过程中的安全风险;并利用车间有线和无线网络链接,实现服务器中心备份,确保车间信息系统的安全可控管理。
2. 项目实施与应用情况详细介绍
智能示范车间由原纸仓储系统、原纸智能物流系统、高速智能制板系统、纸板智能中转物流系统、智能生产管理软件系统等五大功能模块组成,细分为原材料仓、原纸智能物流系统、瓦楞纸板智能上料系统、纸板瓦楞A机、纸板瓦楞B机、湿部智能纠偏系统、自动上糊系统、纸板智能烘干线、纸板智能切废系统、干部智能纠偏系统、智能纵切系统、横切系统、纸板智能堆码系统、纸板智能分流物流系统、智能中转物流系统、智能生产管理软件系统等16个软硬件模块组成。

图2 智能联动一体化产线分布图
智能车间结合产品制造工艺流程,遵循精益化生产管理理念,采用U型和L型综合管理布局模式,并有清晰的工业互联网和信息规划,整个车间已实现有线网络及4G/5G无线网络全覆盖,车间信息管理系统数据采集和工作指令快速高效传递;中控平台设有多个看板实时监控各机组运行状况。
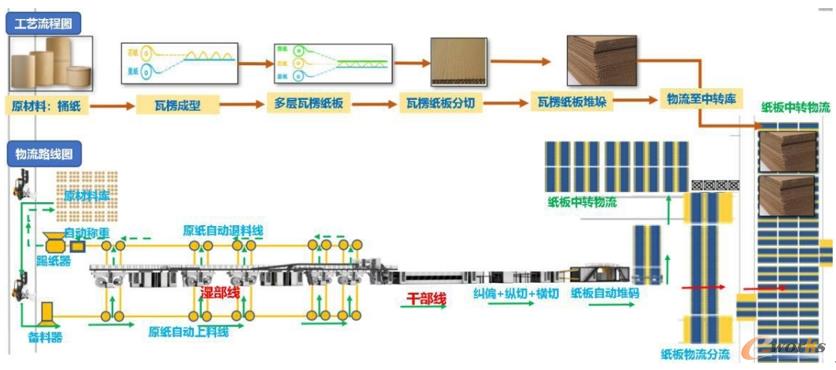
图3 工艺和物料流程图
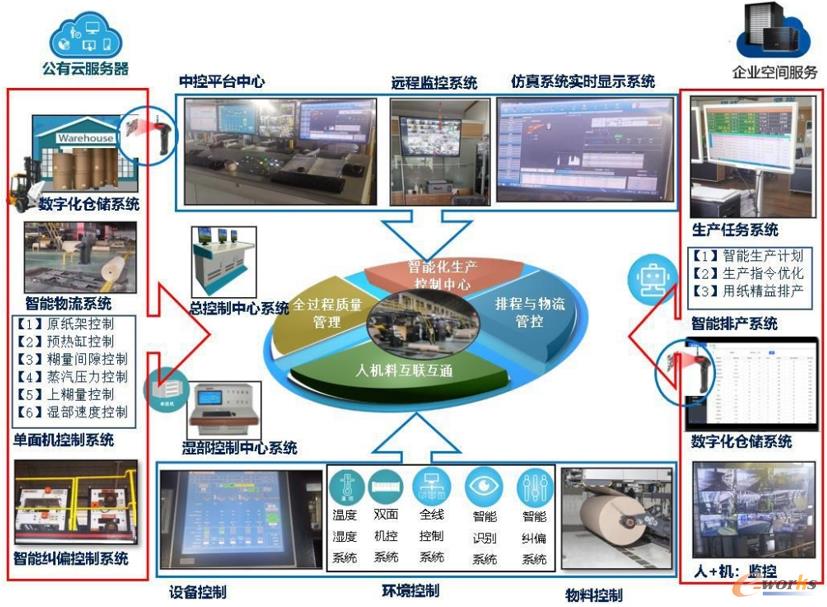
图4 智能车间框架布置图
3. 效益分析
通过高强度瓦楞纸板一体化智能车间项目的实施和应用,江苏晟泰获得了如下效益:
1)提升生产效率:纸板生产能力从改造前的6758万平米/年提高到7781万平米/年,生产效率提高了13.15%。
2)提高产品质量:产品不良品率从改造前的1.89%降至0.68%,降低了64%。
3)减少人工:车间人数缩减32%,人均产值提升80.53%。
4)缩短产品交付周期:平均缩短33%,客户投诉极少。
5)自2021年底车间建成后,安全生产0事故。
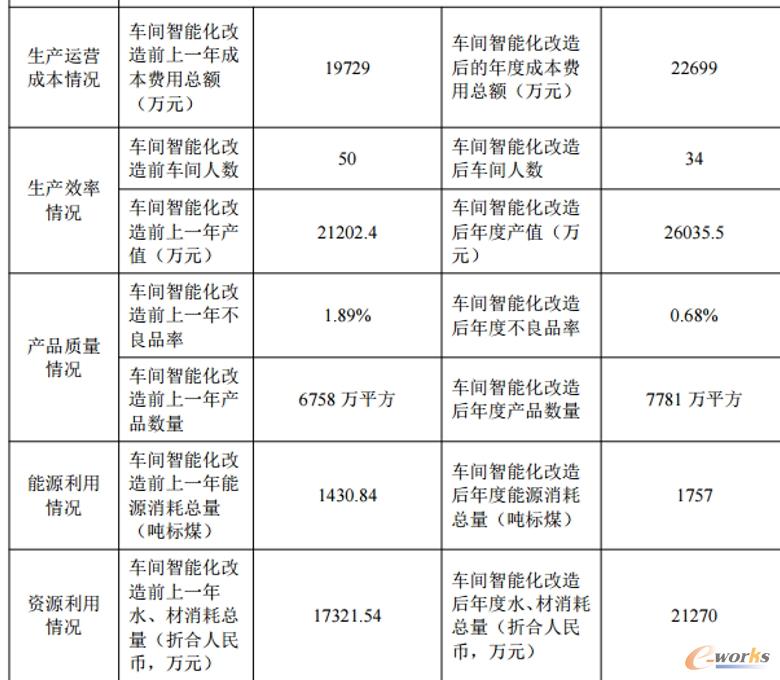
图5 车间综合效益情况
 文章
文章