1.数控机床的分类
数控系统与被控机床本体的结合称为数控机床。
(1)按加工方式分类:可分数控车床、数控铣床、数控钻床、数控镗床、数控磨床、加工中心及电加工机床等。
(2)按数控机床的功能水平分类:可分为经济型数控机床、普及型数控机床、高档型数控机床3类。
①经济型数控机床能满足一般精度要求的加工,能加工形状较简单的直线、斜线、圆弧及螺纹类的零件控制的轴数和联动的轴数在3轴或3轴以下,进给分辨率一般为10μm,进给速度不超过10m/min。这类机床结构简单、精度中等、价格较低。
②普及型数控机床能加工形状较复杂的零件,控制4轴或4轴以下联动,进给分辨率一般为1μm,最大进给速度达24m/min。这类机床功能多,精度较高,价格适中。
③高挡型数控机床能加工复杂形状零件,具有5轴或5轴以上的联动控制,最小进给分辨率为0.1μm,最大进给速度达100m/min或更高。该类机床结构复杂,控制精度高,功能多,价格高。
2.数控系统
数控系统一般由输入/输出装置数控装置、伺服与驱动系统、电气控制装置、传感器与执行器五部分组成,机床本体为被控对象,其组成框图如下图。
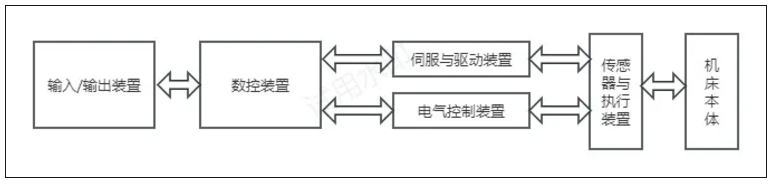
图1
数控装置是数控系统的控制、指挥中心,它由硬件和软件两大部分组成,数控装置称NC(Numerical Control)装置或CNG(Compute Numerical Control)装置。
数控装置根据输入数据插补出理想的运动轨迹,然后输出到执行部件加工出所需要的零件,它有多种系列,性能各异,但其功能通常包括基本功能和选择功能。基本功能是数控装置必备的功能,选择功能是供用户根据机床特点和用途进行选择的功能。
数控装置按硬件的制造方式可分为专用型结构利PC机式结构。前者由各制造厂家专门设计和制造,布局合理,结构紧凑,专用性强,不同厂家硬件之间彼此不兼容。如日本FANUC数控装置、德国SIEMENS数控装置、武汉华中数控装置等。后者以工业机为支撑平台,插入相关运动控制卡和数控软件,构成数控装置。
随着技术的发展及用户需求的不断提高,数控装置正朝着开放式方向发展,目前开放式数控装置主要形式是基于PC的NC,即在IPC机的总线上插入具有NC功能的运动控制卡完成实时性要求高的NC内核功能。代表性的运动控制卡有关围DETA TAU公司的PMAC卡,深圳固高运动控制卡等。开放式数控装置是制造技术领域的革命性飞跃,其硬件、软件和总线规范都是开放的,由于有充分的软硬件资源可被利用,装置的软便件可随IPC技术的发展而升级,不仅数控装置制造商和用户进行系统集成得到有力的支持,而且针对用户的二次开发也带来方便,促进数控装置多档次、多品种的开发和广泛应用,即可通过升挡或裁减构成各种档次的数控装置,又可通过扩展构成不同类型数控机床的数控装置,开发周期大大缩短。
(2)伺服驱动系统。
伺服驱动系统是数控机床的重要组成部分,用于实现数控机床的进给伺服控制和主轴伺服控制。伺服驱动系统的作用是把接受来自数控装置的指令信息,经功率放大,整形处理后,转换成机床执行部件的直线位移或角位移运动。由于该系统是数控机床的最后环节,其性能将直接影响数控机床的精度和速度等技术指标。伺服驱动系统包括驱动装置与执行机构二部分。
根据数控机床切削加工的特点,对伺服驱动系统有如下要求:
1)调速范围宽。为了保证机床在任何情况下都能得到最佳切削条件,具有良好稳定性,一般要求速比(N min:N max)为1:24000,低速时应平稳无爬行,
2)精度高。伺服驱动系统必须保证机床的定位精度和加工精度,一般为0.01mm~0.001rnmmw
3)响应速度快。为保证轮廓切削形状精度,伺服驱动系统应具有良好的快速响应性:
4)负载特性硬。
5)良好的稳定性。
6)商性能电动机。常见的伺服驱动系统有如下3种:
1)步进电动机何服驱动系统。
该系统是典型的开环伺服系统,其基本结构如下图所示。在该系统中,执行元件是步进电动机。步进电动机是一种可将电脉冲转换为机械角位移的控制电动机,它通过丝杠带动工作台移动。通常该系统中无位置、速度检测环节,其精度主要取决于步进电动机的步距角和与之相联传动链的精度。步进电动机的最高转速通常比直流伺服和交流伺服电动机低,且在低速时容易产生振动,影响加工精度。但步进电动机何服系统的制造与控制比较容易且系统价格相对较低,在速度和精度要求不太高的场合有一定的使用价值。另外步进电动机细分技术的应用,使步进电动机开环伺服系统的定位精度显著提高。采取有效的措施降低步进电动机的低速振动,将使步进电动机何服系统得到更广的应用。该系统特别适合于中、低精度的经济型数控机床利普通机床的数控化改造。

图2
在20世纪70年代至80年代的数控机床上,一般采用直流伺服驱动系统。早期的直流伺服驱动系统一般采用晶闸管速度控制系统,到80年代中期,开始逐渐被脉宽调制PWM速度控制系统代替。直流伺服电动机通常采用以铁氧体作为永磁材料的“永磁式直流伺服电动机”,它的电枢部分与普通直流电动机相似。
PWM速度控制系统是通过脉宽调制器对大功率晶体管的开关时间进行控制,将直流电压转换成某种频率的方波电平,并通过对脉冲宽度的控制,改变输出直流平均电压的自动调速系统,以脉冲编码器作为检测器件的PWM直流伺服驱动系统的框图如下图所示。
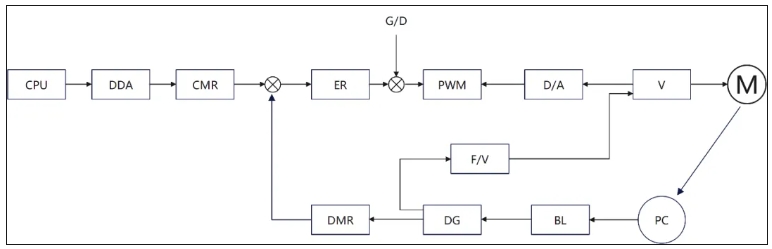
图3
数控装置CPU发出的指令信号、经过数值积分器DDA(即插补器)转换后,输出一系列的均匀脉冲。为了使实际机床位置分辨率与指令脉冲相对应,系统中通常需要通过指令倍乘器CMR,对指令脉冲进行倍频/分频变换。将指令脉冲与位置反馈脉冲比较的差值,送到脉宽调制器PWM进行脉宽调制,被调制的脉冲经过D/A变换器转换成模拟电压,作为速度控制单元V的指令电压VCMD。电动机M旋转后、脉冲编码器PC发出的脉冲经断线检查器BL确认无信号断线之后,送到鉴相器DG进行电动机的旋转方向识别。鉴相器的输出分为两路,一路经F/V变换器,将反馈脉冲变换成测速电压TSA送速度单元,并与VCMD指令进行比较,从而实现速度的闭环控制。另一路输出到检测倍乘器DMR,经倍乘后送到比较器作为位置环的位置反馈输入。通过设置不同的CMR、DMR值,可以将指令脉冲的移动量和实际机床的每脉冲移动量相一致,从而使控制系统能适应于各种场合。
3)交流何服驱动系统。
直流伺服驱动系统虽有优良的调速性能,但由于其在结构上采用了易磨损的电刷和换向器,一方面需要经常维护,另外由于换向火花,使电动机的最高转速受到限制。此外,直流电动机结构复杂,制造难,材料消耗大、制造成本较高“
进入20世纪以年代以后,由于交流伺服电动机的材料、结构及控制理论与方法均有了突破性进展微电子技术和功率半导体器件的发展又为其控制方法的实现创造了条件,使得交流驱动装置发展飞快,目前已逐渐取代直流伺服驱动系统。交流伺服电动机与直流伺服电动机比最大的优点在于不需要维护,制造简单,适合于恶劣环境下工作。目前交流伺服驱动系统的性能完全达到直流伺服驱动系统的性能。
(3)其他装置。
输入/输出装置输入装置将数控加工程序等各种信息输入数控装置,输入的内容及数控装置的工作状态通过输出装置观察。常见的输入/输出装置有纸带阅读机,磁盘驱动器,通信网络接口,CRT及各种显示器件等:
电器控制装置位于数控装置和机床之间,接受数控装置发出的开关命令,主要完成机床主轴选速、起停和方向控制、换刀、工件装夹、冷却、液压、气动、润滑系统控制功能以及机床其他辅助功能。其形式可以是继电器控制线路或PLC控制系统。
传感器与执行器传感器主要用于检测位置信号,通过直接或间接测量将执行部件的实际进给位移检测出来,反馈到数控装置,典型传感器有编码器、光栅、感应同步器等。执行器将电信号转换为机械运动,典型执行器有步进电动机,伺服电动机,电磁阀等。
本文来源于互联网,e-works本着传播知识、有益学习和研究的目的进行的转载,为网友免费提供,并以尽力标明作者与出处,如有著作权人或出版方提出异议,本站将立即删除。如果您对文章转载有任何疑问请告之我们,以便我们及时纠正。联系方式:editor@e-works.net.cn tel:027-87592219/20/21。
 文章
文章