对于运动控制来说,无非就是控制好位置和速度,当然考虑到现实状况,控制上还要考虑加速度和加加速度。
大家都知道:速度是位置的变化率;加速度是速度的变化率,加加速度是加速度的变化率。
典型的运动曲线如图1:黄色是位置曲线,绿色是速度曲线,蓝色是加速度曲线。
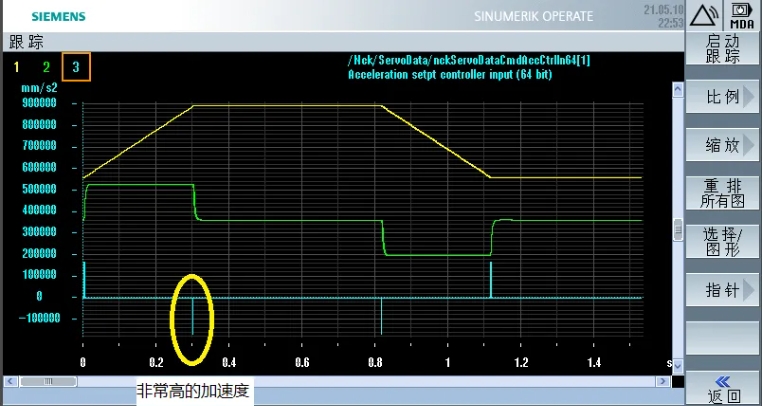
图1
图1加速度是非常大,显然不可能,因为电机的力矩和伺服驱动的电流都是有限的。所以机床的各个轴都要设加速度,严格来说这个加速度应该在机床设计时就已经确定了,因为设计人员就是根据这个加速度来选择的电机。
好,我们限定下加速度为“5m/s2” 即MD32300 $MA_MAX_AX_ACCEL=5。
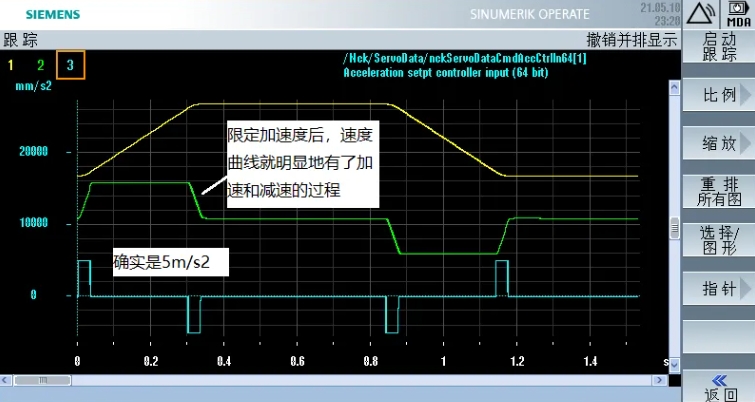
图2
图2限定加速度后,速度曲线便有了明显的加减速过程,理论上我们当然不希望有这个过程,因为这会导致加工周期变长!但是物理的现实世界目前就是如此,必须妥协。
而且还要进一步妥协,为什么?
因为即使加速度做了限制,但这个近似方波的加速度会激励起机械某个固有的频率,导致震荡并衰减(因为有阻尼)。这个震荡如果出现在加工过程中,就会导致表面质量变差。所以进一步妥协就是减小加加速度。
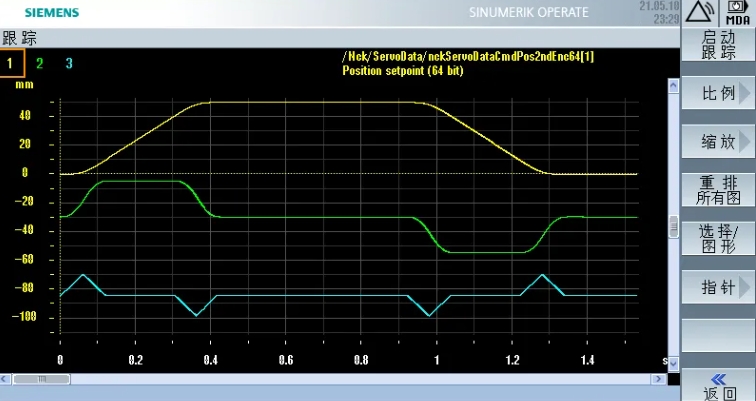
图3
图3是限制了加加速度,设置MD32431 $MA_MAX_AX_JERK=50 m/s3。
所以加速度有了变化的过程,速度曲线在启停处变成了二次曲线,因此,非常平稳。这是因为加速度曲线变了,其中包含的谐波分量减少了。机械加工平稳了,但是加工时间进一步延长。在现实世界中,按照实际情况设置参数,可以避免加工过程中的振动,改善最终工件的质量,同时,减小振动也会使机械能在更良好的状态下运行,对机械寿命也会有好处。
 文章
文章