本文为“2024年度中国智能制造最佳应用实践奖”参评案例。本次活动将评选出2024年度,为中国智能制造领域带来突出效益的最佳实践工程,全面介绍企业推进智能制造的步骤、重点与难点、获得效益等,分享建设过程中的经验,供广大制造业行业企业学习供鉴。
一、企业简介
南瑞继保主要从事电网、电厂和各类工矿企业的电力保护控制及智能电力装备的研发和产业化,在全球五大电力系统保护设备供应企业中排名第三,2023年合同额202亿,近三年年平均纳税19 亿元。南瑞继保专业齐全,是国内该领域最大的科研和产业化基地,国家能源电力控制保护技术研发(实验)中心。以研发为核心,销售、设计、服务、生产融为一体的创新型高科技企业,实现了以技术创新带动产业发展,以产业化促进科技发展的良性循环。以工频变化量、振荡闭锁等原创技术为基础,提出并构建了电力系统三道防线、智能变电站整体解决方案、电网二次一体化解决方案。基于控制保护技术积累,研制SVC、融冰系统、可控高抗、可控串补、直流控制保护技术、直流测量技术、直流换流阀、柔性直流输电系统。具有完全自主知识产权的科研成果快速实现产业化,主要技术达到国际领先水平,打破国外垄断, 取代国外产品成为行业应用的主流产品。产品重点应用在1000kV特高压交流输电、±1100kV特高压直流输电、张北乌东德柔性直流输电系统、北京奥运上海世博会、北京大兴机场、神舟卫星发射基地“西电东送”等重要工程。公司聘用员工3236名,其中博士、硕士研究生1723人,科学组织起来的人才是公司最大的财富。

图1 公司全景图
公司在南京、常州两地产业园区共51.6万平方米,拥有业界领先的15条自动化插件生产线、6条智能化装置生产线、3条配网产线、4条储能电池PACK产线,10余条电力电子模块产线及30余个综合性电气试验平台,可实现年产插件400万块、装置50万台,机柜8万面,配电网装备24000套、特高压换流阀段1500套、柔直换流阀2400套、储能产品10GW/7GWh。建有世界最高电压等级1100kV特高压试验大厅,助力换流阀、直流断路器等高端电力装备首台套的成功研发。公司践行精益生产理念,大力推进“智改数转”,应用工业物联网、人工智能、机器视觉等新技术,结合60+台机器人和AGV,实现从元器件入厂到产品出厂试验全过程生产智能化,关键设备数控化率100%。自主设计生产指挥系统平台,实现多厂区业务高效协同,达成柔性化、快速交付生产模式。近5年来产能年均增长20%,交付及时率保持99.5%以上,人均生产劳动效率位居行业首位。2024年7月顺利通过智能制造能力成熟度四级评估,为电力行业首家达成CMMM4级的企业。
三、参评智能制造项目详细情况介绍
1、项目背景介绍
在智能制造发展的背景下,南瑞继保在生产自动化、调试智能化、装配自动化均取得突出成果,作为生产流程起始端物料配送,通过研究实施按生成订单精准配送,实现生产作业全流程的智能化。南瑞继保于2024年启动元器件精准配送方案研究及应用,旨在实现物料按生产订单从仓储端直达产线备料管理,达成备料与 APS排产系统生产计划安排高度契合。
2、项目实施与应用情况详细介绍
本项目围绕建设企业生产过程物料精益化、智能化配送为目标,通过将MES、WMS、多车型AGV等业务功能与物流设备融合,建立一个契合MES订单生产计划、按订单分拣出库、以多车型AGV转载,实现与生产订单工序节拍契合,将生产订单物料及时配送至订单执行产线的精益、精准化配送管理模型应用。
项目的整体工作目标:
1)打通MES生产订单与WMS出库作业、AGV任务调度,以SMT智能料塔、电子货架等存储区安全库存位,智能生成SMT物料WMS出库单据及AGV配送任务,实现智能分区配送;以MES生产订单开工时间、产品族等,按生产订单智能生成THT工序物料WMS出库单据。
2)通过移动终端作业功能与无线互联通信电子标签通讯,以多生产订单需求集中拣货,智能亮灯播种分拣模式化,拣货效率提升20%。
3)建立插件产品物料成型数据库,通过无线互联通信电子标签智能目视化订单产品成型管理。
4)利用多车型AGV+中转机构交互应用,实现物料以生产订单播种分拣后匹配产线工序节拍,按生产订单精准配送至THT工序产线智能调度。
5)减少1名配送人员人,取消车间THT线边仓设置,已生产订单拣货建立批次追溯数据,取消原线边仓二次分拣及追溯扫描作业。
6)SMT配送及线边仓接收时效提升50%;根据THT插装物料包装形态、体积,研究契合所有物料自动化配送方案,实现THT物料配送自动化全覆盖。
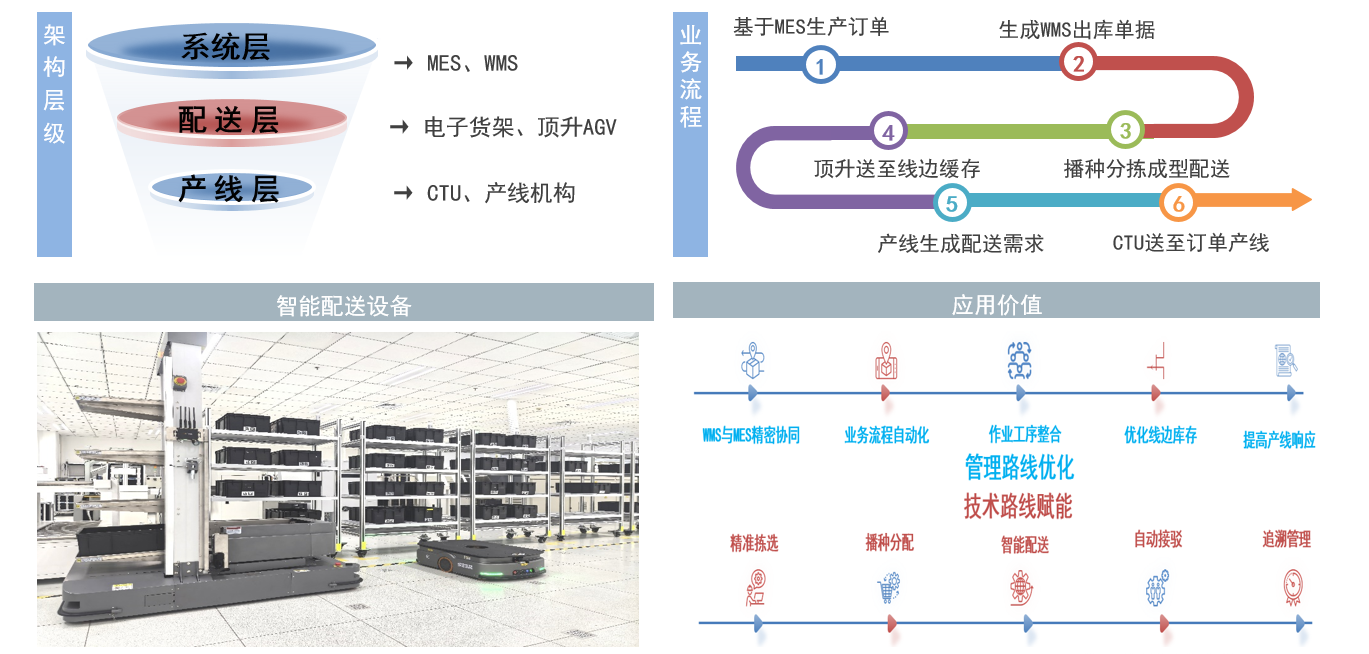
图2 元器件精准配送方案架构
项目的主要实施内容为:
1)生产订单SMT物料需求:以SMT线边仓存储区物料“安全水位”,智能生成WMS出库作业库房出库单据及AGV配送任务,按存储区定点拣货/定点配送。
2)生产订单THT物料需求:MES生产订单与WMS出库作业交互, 以EMS生产订单数据计划开工时间智能生成WSM出库作业库房出库单据。
3)拣货与播种分拣: 按生产订单生成拣货任务,移动终端以拣货任务为依据,建立生产订单与播种分拣车箱位绑定,拣货过程智能亮灯提升订单存储箱位,并具备订单箱位转运功能。
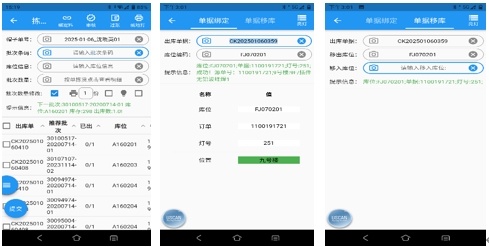
图3 生产订单箱位绑定、转移及拣货
4)成型工艺及成型配送:建立产品成型数据库,以成型配送功能按生成订单产品呈现成型要求及发起配送任务管理。
5)产线订单物料需求:已SMT与THT工序转换同步建立生产订单物料配送任务或THT产线触发生产订单物料配送任务,实现物料由线边缓存区配送至THT产线。
3、效益分析
通过领料流程创新、配送模式创新、精益拣选创新,实现原材料按生产订单备料新模式,仓库直接对接产线,配送效率提升50%。
1)建立以SMT各存储区“安全水位”的,按区拣货及定点配送;打通MES、WMS系统层,生产订单、出库作业等功能交互,实现契合生产订单计划开始时间实施的按生产订单生成领料需求的领料流程创新。
2)以移动终端与无线互联通信电子标签通讯,建立是按生产订单播种分拣的精益拣选创新。
3)建立以顶升SGV+CUT+双层AGV+转接机构为基础,以RDS调度系统与MES/WMS系统信息交互,以生产订单为配送单位的执行层的配送模式创新。
4)线边二次分拣、追溯扫描等作业工序的整合,简化作业流程,通过信息化优化追溯管理,提高物料追踪的准确性和效率;取消THT物料线边库,减少库存成本和空间占用。
5)以多车型AGV综合应用,优化配送颗粒度,通过多频次小批量订单配送,减少生产过程物料等待时间,提升生产线物料需求响应速度。
6)通过自动化和智能化技术,减少人工作业,降低劳动强度和出错率。
 文章
文章
