有很长一段时间,经常听到周围的朋友和圈内人士在谈论伺服系统的回零模式,听说有些伺服厂家开发了10几种,甚至几十种回零模式,听上去还真有点吓人!虽然我不清楚为什么需要那么多种,但我相信应该有它的道理。似乎让我感觉到用了几十年的回零点模式需要与时俱进了!为了让大家对回零点有一个较为全面的理解,在此,以电机旋转编码器作为位置闭环为例,分享一下我对伺服系统回零点的理解,供各位参考,纯属个人观点。
几十年来,我一直坚持的观点:功能是基于实际应用场景,是为了解决应用场景中某类问题而设计和开发的,场景可以是已有的,也可以是未来的,否则,很难有市场和生命力。
什么是零点?为什么需要零点?回零点的应用场景是什么?以及回零点模式的探讨。
什么是零点?零点是在机械设备上的一个基准点,可以理解成机械坐标系在某个方向上的原点。零点的位置是根据工艺需要,被人为定义的,而不是系统固有的。比如:在机械的水平运动方向,定义A点为零点,即A点为0mm,那么A点的正方向上点定义为“正”,如3.3mm;A点的反方向上点定义为“负”,如-3.3mm。一旦零点定下来,那么,这个机械轴上所有点的位置,都参考A点确定下来。所以,零点非常重要,它是机械坐标轴的的参考点和基准点。
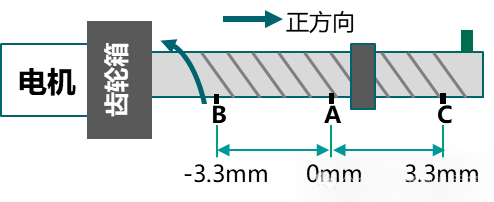
图1 零点示意图
为什么需要零点?伺服系统是通过控制电机的运转,从而带动机械轴的运动,人们希望机械轴运动的距离及所处的位置与控制系统设计的完全一致,这样的机械才能被控,才能用于生产机械。所以,需要机械与电气系统有相同的基准点 ,或理解为“机械系统与电气测量系统有着共同的语言”,比如上述的A点,它既是这个机械轴的零点,也是控制这个轴的伺服系统的零点,这样就把电机旋转角度与实际机械一一对应起来。这样就可以通过控制电机的运动方向和距离来控制各机械轴运动,所以,零点非常重要。
回零点的场景是什么?电气系统的位置通常是用电机编码器脉冲数(细分后)来表示的,每圈的脉冲数越多表明编码器的精度越高。机械位置与电机编码器的脉冲数相对应,知道了脉冲数就知道了机械位置。
在控制机械实现绝对定位之前,电气系统必须知道机械处在什么位置,是否在安全位置等,否则,会非常危险,可能造成严重事故。所以,必须先实现回零动作,让机械与电气系统有共同的基准点。回零点完成后,通过电机编码器的位置就能知道机械的位置,才可以实现机械的绝对定位。只要系统不断电,系统会一直记住这个位置。绝对值编码器即使断电,系统也能记住位置。
运控小知识:实现相对定位,则不需要先执行回零点,因为相对定位是指在当前位置值的增加或减少量,并不关心实际位置。
回零模式的探讨:
普及一个小知识:电机编码器每圈有一个零脉冲Z的物理信号,比如:1024线的编码器,表示每圈有1024个方波A和B(相位相差90度),但只有一个方波Z信号,即零脉冲Z信号,可以理解为是编码器的零点。在回零过程中,经常借用这个Z信号。
回零就是通过一些手段,执行一些命令,让机械与电气系统有一个共同的基准点。回零的大原则:操作简单、实现方便、重复精度高、安全可靠。在这个大原则下,根据需要,可以设置n多种回零模式。
我一直认为,如果伺服系统能够开放一些系统信号或数据,工程师是可以根据设备特点来设计相应的回零方式。
常用的回零模式:
直接设置当前位置为零位:推荐做实验时用;不推荐实际机械设备使用,因为很难保证断电后再通电回零有相同的零位。
用外接DI开关回零:推荐做实验时用;不推荐实际机械设备使用,因为其精度与用户程序强相关,严重影响精度。
用编码器Z信号回零:推荐做实验时用;不推荐实际机械设备使用,因为受限太多,不太实用。
用“减速开关+编码器Z信号”回零:推荐使用,而且精度高,这种模式可以演变成n多种回零的子模式,但需要根据实际应用场景进行变通,最关键的是机械轴的初始位置与减速开关的位置关系、回零方向、限位的处理等等。
用驱动器集成的快速DI回零:又称为“被动回零或动态回零”,功能很强,而且精度也满足绝大多数的应用场景,我强烈推荐,比较遗憾的是很少有人用,也许是被大家遗忘了,也许是很多人不会使用。
回零是每位刚刚进入运动控制领域的工程师,都要面临的话题,只要理解回零的本质及其实际的应用场景,就能够站在制高点解决回零问题。
本文来源于互联网,e-works本着传播知识、有益学习和研究的目的进行的转载,为网友免费提供,并以尽力标明作者与出处,如有著作权人或出版方提出异议,本站将立即删除。如果您对文章转载有任何疑问请告之我们,以便我们及时纠正。联系方式:editor@e-works.net.cn tel:027-87592219/20/21。
 文章
文章