本文分析了飞机翼类结构件工艺特性,设计了翼类结构件柔性夹具,以PLC为控制基础,融合现代智能元件规划了夹具气动回路,可以提高自动化装夹的水平、产品生产率,缓解工人劳动强度、减少加工工时、降低加工成本。
飞机翼类结构件是飞机结构件中维持翼面形态,传递气动载荷,悬挂部件,承受集中载荷,提供升力的重要组成。其特殊功能对形位精度、表面质量、载荷能力要求较高,且具有工艺性能差、易发生变形、精度难以控制的基本特点。飞机翼类结构件的夹具设计对其制造精度、使用性能影响很大。
传统的飞机翼类结构件夹具设计中,常采用位置固定的定位元件定位,螺钉压板进行夹紧。对于刚度差的薄壁件常用预留工艺凸台的办法进行加工。由于柔性低,精度差,材料浪费大,加工过程存在干涉,组合夹具和专用夹具的设计使用逐步将其取代。组合夹具柔性高,可以对多种工件进行装夹,可循环使用,但成本巨大,且多次使用后组合夹具本身精度降低,累计误差加大。专用夹具能有效提高结构件加工质量,然而也会产生夹具数量过多、适用面窄、难以管理等问题。
目前,“中国制造2025”逐步推进,更高水平的自动化技术和自动化装备大范围投入到实际生产过程中。利用PLC以及现代智能元件,一些企业实现生产设备的自动化,产品加工迅速,产量明显提高。刘本刚等将PLC技术应用到高档机床主轴上,实现了主轴的自动换挡功能。曾燕飞等在三面铣组合机床上利用PLC设计电气控制系统,提高了加工效率。飞机结构件的夹具设计高柔性、高精度、高自动化的发展方向日益明显。赵亮将PLC应用到大型航空整体结构件的夹具中,实现了加工过程避让刀具的功能,但是夹具整体柔性程度较低,适用面窄。张国政等成功将PLC应用到联轴器零件的夹具设计中,简化了工步,生产效果显著,自动化程度高,但是只适用于特定工件。Du等对于不规则的平面工件设计了可编程的自动柔性夹具,柔性大、夹紧效率高,但定位精度低,易产生加工误差。刘众对多工位组合钻床设计了PLC控制的专用夹具,提高了生产效率及夹具自动化水平,但属于专用夹具范围。
本文分析了飞机翼类结构件工艺特性,设计了翼类结构件柔性夹具,以PLC为控制基础,融合现代智能元件规划了夹具气动回路,可以提高自动化装夹的水平、产品生产率,缓解工人劳动强度、减少加工工时、降低加工成本。
1、飞机翼类结构件工艺分析
飞机翼类结构件的毛坯材料一般多选用性能优越,质量较轻的航空铝合金、钛合金或者复合材料,本文结构件材料选用钛合金,毛坯成型方法为精密模锻成型。工件尺寸500~800mm,质量在120~250kg,单面加工余量为3~4mm。飞机翼类结构件机械加工方式主要是铣削加工,其结构特征是在铣床上从整块毛坯件逐步控制成形。基于材料性质,普通机床加工效率低,易产生高切削力和切削热,刀具寿命会因此急剧降低,机床的加工能力不能得到充分发挥,故需要在高速铣床上采用加强刃的PCD刀具完成相应的机加工,刀具前角采用5°~15°,后角采用8°~15°。铣削要素采用高切削速度、中进给速度、小切削深度。铣削方式采用顺铣,缓慢切入工件,以降低切削热并减小径向力。起刀点选在翼类结构件的翼端位置(图1)。
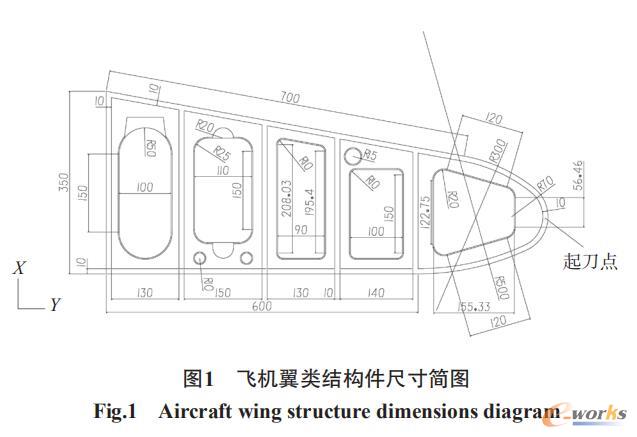
图1 飞机翼类结构件尺寸简图
如图1所示,飞机翼类结构件图上具有复杂的腔槽、筋和减轻孔等特征。工序安排为先铣外轮廓→粗铣平面→精铣平面→粗铣腔槽→精铣腔槽→铣筋→铣减轻孔→去毛刺。铣平面时注意走刀路径的选定,避免空刀过多,耗费工时。铣腔槽时,采用行切法和环切法组合的混合铣削方式。由于腔槽铣削加工,筋的侧面以及约束面已经被顺带加工成形,故而加工筋特征时只要加工顶筋面的圆弧倒角特征。外轮廓和减轻孔的铣削加工在其他工位完成加工。该结构件采用大平面定位限制 Z→、X~、Y~ 3个自由度,侧边定位板限制Y→、Z~两个自由度,可调式定位板限制X→、Z~3个自由度,为过定位,符合模锻后外轮廓铣削完成的精度较高的机加工,夹紧元件采用回转夹紧气缸夹紧。此结构件具有5个腔槽,材料去除率大,要求在加工过程中夹紧单元能够避让走刀路径以保证铣削过程连续。
2、柔性夹具系统方案
2.1 柔性夹具系统的结构组成
针对上述飞机翼类结构件,设计了如图2所示的PLC控制的柔性夹具系统。该夹具系统主要分为机械部分和气动控制部分。机械部分主要包括工件、底板、起吊螺钉、对刀仪、回转夹紧气缸、气缸紧固螺栓、定位块、定位块螺栓,主要实现工件的定位和夹紧;气动控制部分主要包括气源装置、导气管、接近开关、托架、位置检测传感器、单向阀、节流阀、两位四通电磁换向阀以及PLC控制器相关组件,主要实现信号检测、回路供给、气缸动作,其中与机床连接部件图2中未体现。
2.2 柔性夹具系统的功能原理
飞机翼类结构件具有不同倾斜面,传统夹具对此特征缺乏系统办法,常产生基准不重合误差。为适应多种翼类结构件机加工,在夹具底板上设计有刻度线的圆环槽(图2),角度范围为0°~15°。为检测工件是否进入工位,在工位处底板上嵌入位置检测传感器。回转夹紧气缸内部存在导程,在抬起和回落时会旋转一定角度,因此,在放松和夹紧工件时也避让刀具路径。工件定位后,气缸夹头长度调整至回落时充分夹紧工件表面。依据高速铣削钛合金材料的轴向力和径向力大小,设计时选用的气缸,能够保证在一个气缸避让刀具时,其余气缸仍可靠夹紧结构件,不会引起工件松动而产生加工误差及刀具损坏。在图2所示的4个特定位置安装气缸,为了检测铣刀位置,提供电平信号至PLC程序控制器,气缸左右特定距离分别布置两个接近开关,共计8个。
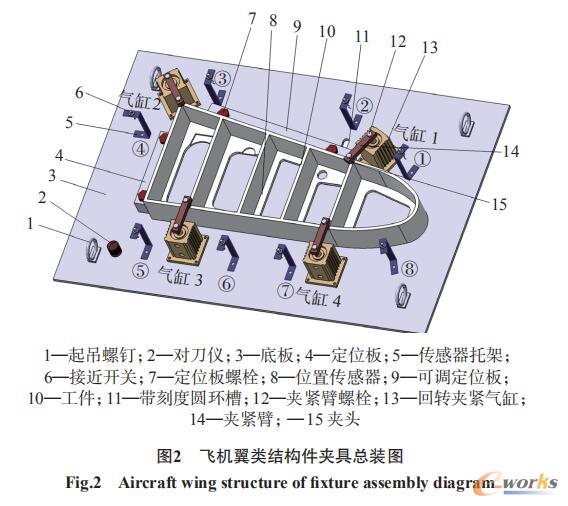
图2 飞机翼类结构件夹具总装图
飞机翼类结构件为钛合金材料,槽腔边缘设计厚度为10mm,具备较高强度、韧度,所以夹头部位夹紧点始终在顶筋面面积较大位置且不导致工件变形(图3)。
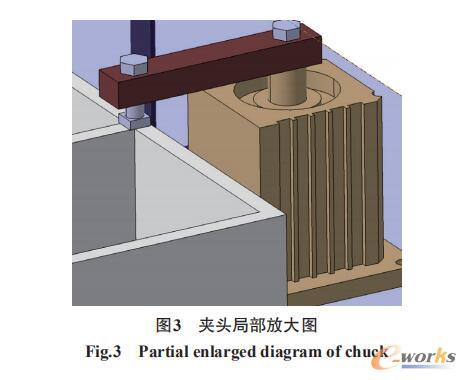
图3 夹头局部放大图
基于定位板的安装位置以及工件加工所需的力平衡。夹具系统中,起吊螺钉,便于夹具吊装;对刀仪便于机床铣刀快速定位对刀,减小刀具误差。上位机编译PLC程序成功后,控制器接收夹具系统中位置传感器和接近开关电信号,输出一系列动作指令,规定气缸动作,实现自动夹紧、快速换装、避让刀具的功能。本文设计中使用的PLC程序控制器为西门子公司的S7-200系列,该控制器结构简单、指令丰富、易于编程,可以单机运行和拓展其他模块。
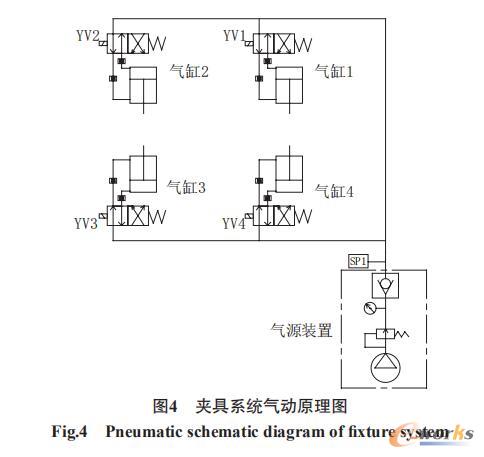
图4 夹具系统气动原理图
2.3 柔性夹具系统的气动设计
根据各气缸动作顺序和安装位置,设计如图4所示的气动原理图,主要部件为气泵、回转夹紧气缸、两位四通电磁换向阀、单向阀、节流阀、气压表、减压阀。设计选用的气源装置为提供足够压力。通过电磁换向阀控制导管中气压的方向,从而控制气缸的抬起和回落。该系统要求运行平稳,冲击较小,节流阀的使用可以满足设计要求。此外,选用单向阀起保压和支撑作用,选用气压表可方便调节预定气压大小。气动控制清洁高效、便于操作、成本低。
3、PLC控制系统
3.1 系统控制要求
首先,位置检测后,按下启动按钮后快速夹紧工件;其次,在加工过程中,准确消除特定位置处刀轨干涉;最后,按下停止按钮,快速松开工件。该PLC控制系统的信号采集、数据计算、指令传输均由位置传感器、接近开关、PLC控制器联合完成,不依赖数控机床,减少机床计算负荷,各部件可多次拆卸组合使用,装备经济成本低,系统本身便于改进。
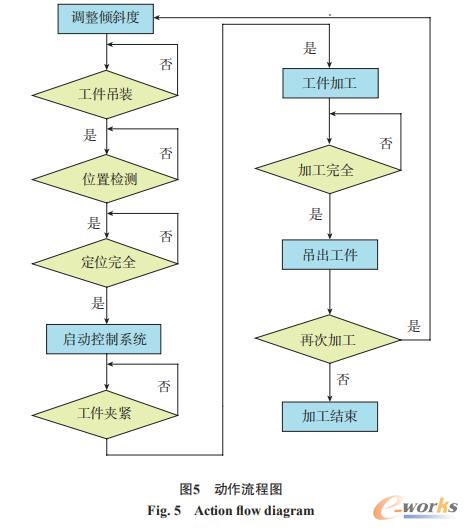
图5 动作流程图
3.2 夹具动作流程
夹具系统的动作流程如图5所示,包括了工件吊装、位置检测、工件定位、工件夹紧、工件加工等多个步骤。具体说明如下:
(1)根据翼类结构件倾斜面角度,调整定位板倾斜角度。
(2)工件吊装进入工位,位置检测传感器响应,定位工件。
(3)打开气泵,按下启动按钮,全部回转夹紧气缸同时夹紧工件。
(4)启动机床,机床对刀完毕进入起刀点,按逆时针方向加工。接近开关传输信号,PLC控制电磁阀动作,使得气缸回转抬起放松工件,让出铣刀路径,回落时重新夹紧工件。
(5)当机床铣削加工完毕回至起刀点,机床主轴抬起,按下PLC夹具系统停止按钮,回转夹紧气缸全部回转抬起,吊出工件,等待再次加工。
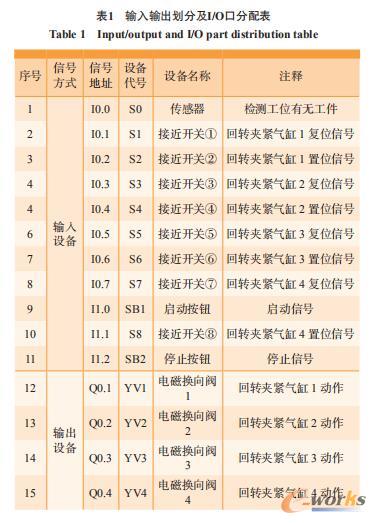
表1 输入输出划分及I/O口分配表
3.3 PLC控制系统的接口分配、接线及控制程序
根据该 PLC 控制系统的硬件选择,确定输入输出设备,分配I/O接口,具体分配如表1所示。并且给出了PLC接口的接线图(图6)。
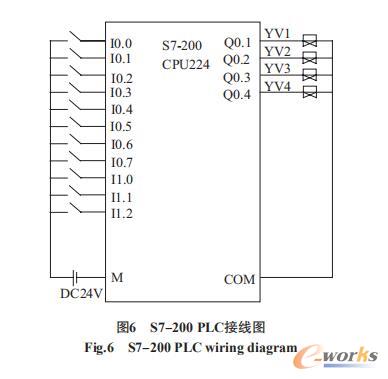
图6 S7-200 PLC接线图
分解加工过程夹具动作,采用了步的编程方式,步的划分如图7所示。经验证,编写正确且能够实现规定动作。
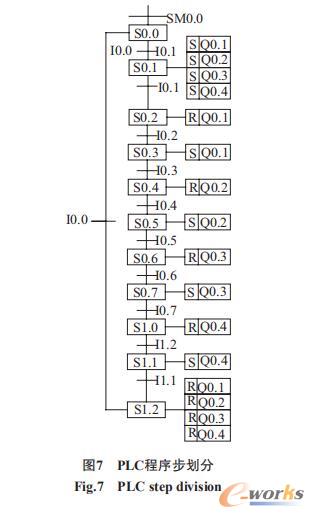
图7 PLC程序步划分
4、结论
主要研究了 PLC 气动控制在航空制造技术领域飞机翼类结构件的铣削加工的应用。飞机翼类结构件材料昂贵,难以加工,精度要求高,寿命使用严格,机加工效率低。针对该结构件的结构特征的高速数控铣削加工。
(1)分析了飞机翼类飞机结构件加工工艺,研究了该结构件的结构特征。
(2)设计了基于 PLC 控制的柔性工装夹具,成功编译PLC程序,实现自动夹紧和避让动作,在一定程度上体现了夹具的柔性,解决机加工过程刀具与夹具的干涉问题,夹具自动化水平得到提升,减少了工作量和加工准备时间,提高了产品生产率。
(3)为其他飞机结构件的机械加工自动化夹具设计提供了参阅价值。但是本设计中也存在着一定不足,例如夹紧力的大小依然根据经验所定,没有数字化的精确控制。夹头结构柔性较低,需要进一步改进。接下来的工作就以上所述方面问题开展相关科研努力。
本文来源于互联网,e-works本着传播知识、有益学习和研究的目的进行的转载,为网友免费提供,并以尽力标明作者与出处,如有著作权人或出版方提出异议,本站将立即删除。如果您对文章转载有任何疑问请告之我们,以便我们及时纠正。联系方式:editor@e-works.net.cn tel:027-87592219/20/21。
 文章
文章
