3D打印技术也可以称为快速成型技术,是在二维平面制作的基础上通过平面叠加与实体材料的堆积最终完成立体产品的制作。手机外壳件的注塑模具设计,其核心部件包括型芯与型腔两部分,分模结束后便可通过3D打印技术得到这两个主要部件,进而验证设计的合理性。
1 手机外壳的注塑模设计
1.1 模具坐标系的设计
在进入MoldWizard环境中进行模具设计前,必须保证实体的用户坐标系设置正确。即Zc方向为脱模方向,并且要求X-Y面与分型面共面。
1.2 项目初始化及模具坐标系与材料的设置
通过初始化项目将建模中的实体导入成注塑模向导中可以识别的模型。设置模具坐标系为当前坐标系。考虑材料的经济效益及材料的充型特性,注塑材料选用ABS,其成型后的收缩量按0.3%~0.8%进行设置。根据塑性材料在冷凝过程中具有的收缩特点,将模具设置为1.005的收缩率。
1.3 创建模具工件
首先点开注塑模向导里的工件命令,然后在定义工件截面里点击草图命令,接着定义毛坯的长和宽尺寸,进而完成草图的创建。在极限里调模具型腔和型芯的高度,然后点击确定。
1.4 破孔的修补
本实例共含有20个破孔,在开模前必须将其修补。点开模具分型工具,在模具分型工具里点开曲面补片命令,环选择的类型改为体,然后点击确定。
1.5 创建分型面
在模具分型工具里点开定义区域,点击新区域,在设置里将创建区域和创建分型线勾选上,然后单击确定。创建分型线后,可以在分型导航器中查看分型线的形状,本实例分型线位于同一平面内,可以通过有界平面的方法来创建分型面。在设计分型面时,保证分型面边界超出工件,否则无法分割工件得到型芯、型腔。
1.6 生成型腔/型芯
当分型面生成以后,单击“定义型腔和型芯”按钮,系统弹出“定义型腔和型芯”对话框,选取“选择片体”区域下的“所有区域”选项,单击确认。在窗口的下拉菜单中,mold_cavity.prt即为创建的型腔,mold_core.prt即为创建的型芯(见图1)。
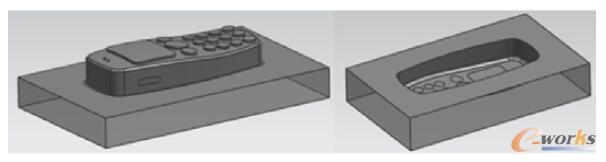
图1 型芯与型腔
2 模具主要零件的3D打印
2.1 切片处理
应用创立德切片软件对型芯、型腔进行切片分析,重点分析底层、顶层结构特点,同时注意有无悬臂结构,若有则在打印时应加入支撑(见图2)。
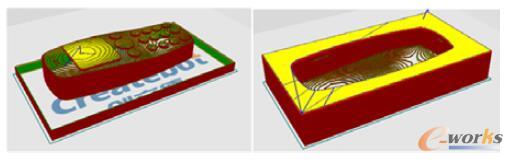
图2 型芯与型腔切片处理
2.2 设置打印相关参数
运用UG软件将mold_core.prt和mold_cavity.prt打出成stl格式,以便创立德切片软件能够识别,进而对模型进行打印参数设定。考虑到本实例整体外形规则无异性结构,在质量里的层高设置为0.15mm,壁厚0.8mm,填充里的上/下面厚度为0.6mm,保证填充密度20%。由于手机底部为大平面,为了提高打印速度,可以将底层打印速度设置为20mm/s,空走速度设为60mm/s,顶层打印速度为20mm/s。参数设置完成后分别将型芯、型腔保存为core.gode和cavity.gode格式。
2.3 导入3D打印机打印
通过以上打印参数的设置,分别将core.gode和cavity.gode两个文件通过U盘导入到3D打印机中打印成型。打印前确保平台调平正确,线圈走丝无干涉,带喷头加热升温至200℃后开始打印。打印过程中要密切观察走丝情况,打印结束后待喷头将至室温在关闭电源(见图3)。

图3 型芯与型腔的3D打印
3 结束语
3D打印技术与传统数控机床加工制造工艺相比,有着制造周期短、成本低、制造准确度更高的巨大优势,在满足设计者对模具设计需求的同时,能够更加直观的检验模具设计的合理性。在模具设计的过程中,通过打印出来的实物来呈现出零件的设计特点,以此激发设计者的想象力,创造力,空间思维能力,让设计者对模具产品设计有一个深入透彻的了解和认识。3D打印技术与模具设计的完美结合,必将大大提高设计者的创新能力,进一步推动模具制造业的发展。
本文来源于互联网,e-works本着传播知识、有益学习和研究的目的进行的转载,为网友免费提供,并以尽力标明作者与出处,如有著作权人或出版方提出异议,本站将立即删除。如果您对文章转载有任何疑问请告之我们,以便我们及时纠正。联系方式:editor@e-works.net.cn tel:027-87592219/20/21。
 文章
文章
