改革开放以来,我国制造业发展迅速。如今制造业向着全球化、智能化和精益化的方向不断发展,产品向着多样化、小批量发展,产品生产周期缩短,产品技术时间和市场寿命不断变短叭而实木家具因为零部件多、各零部件生产工艺差距较大等问题,导致各工序之间难以协调,极容易产生生产瓶颈,严重影响生产线的平衡性。
家具生产线在生产过程中不可避免地产生各种问题,如生产效率低、成品质量不高、生产周期长、不能快速响应顾客订单需求、人员设备不匹配等。因此实木家具企业需要在最短时间内,在最小成本支出的情况下,对生产线进行调整,提出最有效的解决方案,以达到最大生产效益。
在计算机软件辅助优化生产线方面,目前常见的仿真软件有Tecnomatix、DELM1A、Division Mockup、SolidWorks、DLE-MIA、WTTNESS等。Longo同等提出了一种基于改进遗传算法和系统仿真的装配线优化与实现组合优化方法,有效地对某公司冷水机组的生产线进行了优化改进。蔡磊切利用Plant Simulation(PLM Tecnomatix)软件对汽车焊接生产线进行平衡研究,解决了生产瓶颈,得到了改善方案。张琳等闽运用Flexsim对沙发生产线进行优化,使得生产线产量、平衡率提高,生产线作业更流畅。侯晓林等利用EEPP仿真技术,研究沙发打底过程的能量损耗,找出生产过程中的耗能大的作业要素。国外在仿真改善生产线研究方面,更是提出了阿克斯算法、细菌觅食算法等,对仿真算法不断的改进优化,使仿真模型更符合实际的生产系统,解决了油漆车间、汽车生产车间等众多实际生产线问题。仿真软件使生产问题可视化、可预测,为生产线的优化研究节省了时间成本和工作量。这些研究表明仿真软件在生产线改进方面具有一定的可行性,但对于仿真软件在实木家具生产线改进方面的研究较少。
利用仿真技术改善实木家具生产线的方法,能快速找到生产瓶颈并调整产生线,提高经济效益,促进企业的发展。因此利用仿真技术对实木生产线进行优化研究,具有较好的发展前景和重要的意义。但目前对于仿真软件在生产线优化改进的研究主要集中在汽车零配件、管道等行业,因此进行仿真技术改善实木家具生产线的相关研究是非常必要的。
1 实际生产线调查
1.1 实木椅子的结构
本次研究调查的实木椅子共由15个零部件组成,对取样椅子进行拆分,多次测量各零部件尺寸取平均值。其中,椅子后腿为最大的异型部件,加工难度较大,加工时间较长。
1.2 椅子肩腿的生产工艺
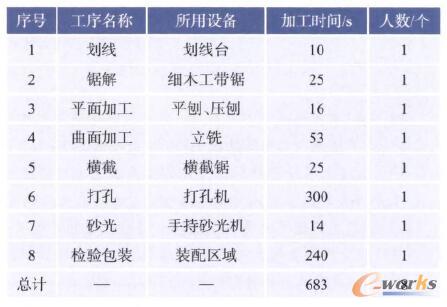
通过现场观察得知,该生产线加工最耗时的零部件为椅子后腿,可知生产瓶颈为椅子后腿。本研究选取椅子后腿为研究目标,通过工业工程作业测定技术对各工位进行测时,获得椅子后腿的加工工艺流程、生产设备和加工时间,如表1所示。通过生产车间的调研,总结椅子后腿的生产工艺流程如下:实木板材一划线一锯解一曲面加工一平面加工—打孔一砂光一检验。
表1 椅子后腿加工工艺及时间
2 生产线的分析与改进
2.1 椅了后腿生产线的分析
通过生产线实际调研可知,椅子后腿的平均加工时间为11.38min,是整个实木椅子生产过程中加工最慢的零部件,严重阻碍了其他生产设备的运作,影响生产进程,是调整生产线的重点改善工序。在PLM软件中建立椅子后腿的仿真生产线模型,如图1所示。利用PLM软件对表1中记录的椅子后腿生产数据进行建模并运行,建立的仿真生产线模型,产线运行结果如图2所示。

图1 椅子后腿生产线模型

图2 椅子后腿生产线模拟生产结果
对于生产线的平衡问题,通常是由生产线平衡率、生产线平衡损失率及生产线平滑指数等指标来评定,公式如下。由表1中的作业时间可得,此生产线的平衡率为28.46%、平衡损失率为71.54%、平滑指数为240.92。明显可以看出此生产线生产平滑率过低、平滑指数,表明各个工位作业时间范围波动较大,存在着严重影响生产效率的瓶颈工序。
生产线平衡率
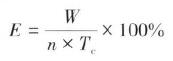
生产线平衡损失率
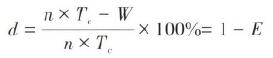
生产线平滑指数
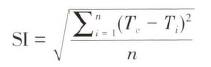
其中W为作业总时间,n为工作站数量,Tc为作业工位的最长时间、Ti为第i个工序的作业时间。由运行结果得到设备利用率,其中打孔工序的工作时间比为100%,而其余工序的平均工作时间比不到10%。说明椅子后腿的加工过程中,打孔这一工序耗费的时间最长,设备负荷最大,限制了其他生产设备的运作,阻碍了生产进度,使得整条生产线生产节拍混乱,设备等待加工时间较长。
2.2 椅子厉腿生产线的改进
2.2.1 生产线第1次模拟改进
通过对生产线进行实际调研,发现造成这一结果的主要原因是樺眼机没有定位装置,工人需要自己测量划线,然后手动定位加工,整个过程时间长、动作复杂、易出错。解决方法有增加打孔设备、增加人手、更换效率更高的设备、增加定位装置等。考虑到企业资金控制、成本控制和时间控制等因素,选择成本低、见效快、调整幅度最小的方法进行改进.即安装定位装置。通过这种方法改进后,打孔时间由原来的300s变成33s,生产效率提高了90.9%。
包装工序中,由于零部件摆放杂乱,包装纸需要现场裁尺寸,没有固定填充物工人需要手动挤压包装箱等原因,使得包装过程缓慢,效率低下。观看其他生产线包装椅子的视频资料,参考包装数据对该生产包装区域进行设计。基于软件平台,将打孔时间设置为33s,包装时间设置为40s,运行模型得到结果如图3所示。改善后生产线平衡率为43.87%,平滑指数为29.19,设备空闲状态减少明显。
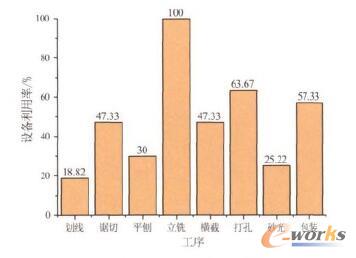
图3 椅子后腿生产线第1次模拟改进
2.2.2 生产线第2次模拟改进
在立铳工序中,立铳生产线布置不合理,曲面异性零件加工没有模具针对这两点进行现场清理规划、制作模具,生产时间可提高到28s。将改善后的生产参数输入PLM软件,再次运行仿真,结果如图4所示。

图4 椅子后腿第2次模拟改进
第2次模拟改进后生产设备的平均利用率大幅度提高,生产线平衡率为50.31%,平滑指数为18.69,但依然存在打孔工序的生产瓶颈,且锯切、立铳、横截、包装环节的加工能力有待提高。
2.2.3 生产线第3次模拟改进
通过现场调研可知细木工带锯机附近没有合理规划布局。机器旁边放置一张大桌子用于堆放原材料和加工完成的板件,同时放置4m3的木箱用于装加工废料。工人操作过程中需要转身拿板件、定位加工、再转身放置板件,空间狭小易发生碰撞且加工动作不流畅。在方材横截过程中,使用圆锯机,由于方材较长大部分不能放置在工作台上,工人只能手持工件抬到空中将两块方材进行对齐然后锯解。锯解后的方材随意堆放在脚下和工作台上,没有及时运输或者为下一道工序码垛。在横截过程中,由于机器和原材料尺寸差距较大,工人操作动作不流利,加工精度不准确,且存在很大的安全隐患。
针对上述问题,提出改进方法如下:
(1)利用工业工程法改进方法,对生产车间进行清洁整理,通过运输带运输,解决物料堆积搬运的问题,使加工环境更加舒适安全,工人动作更加协调;
(2)划线工作效率低,锯解能力较低,将划线锯解两个工序合二为一,工人先划线再使用细木工带锯,并增加一个相同的工位;
(3)打孔工序需要先划线,再打孔,为提高加工效率,增加一位工人专门进行划线,改善后各工加工时间如表2所示。
表2 椅子后腿第3次改进后的生产线情况

将改进后的生产参数输入PLM软件进行建模如图5所示,并进行仿真,得到的结果如图6所示。分析可知,第三次改进后的生产线设备平均利用率达到93.97%,生产线平衡率为88.33%,平滑指数为2.46,不存在生产瓶颈,生产能力大幅度提高。

图5 椅子后腿生产线第3次建模
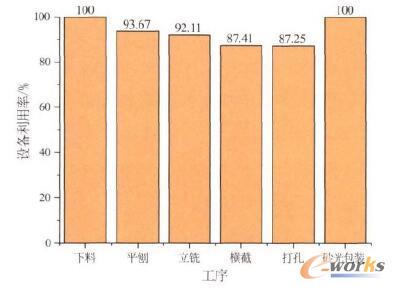
图6 椅子后腿第3次模拟结果
3 结语
现代的制造业,多采用流水线作业的形式,这种方式会使得生产线的平衡问题在对生产效率的影响上愈发重要。本研究采用实际调研和仿真模拟的方法,找出了实木椅子后腿生产线上的生产瓶颈,并通过对加工设备的调整、现场管理的优化等方式对生产线进行改进,将生产线平衡率提升至88.33%,得到了一条生产效率高、各工序节拍一致的生产线。由此观之,利用计算机仿真软件能快速找出生产线的生产瓶颈,并通过仿真模拟对生产线进行改进,使得企业能快速地在较低的成本下解决生产瓶颈,可以为其他的实木家具零部件生产线的改进问题提供方法参考。
本文来源于互联网,e-works本着传播知识、有益学习和研究的目的进行的转载,为网友免费提供,并以尽力标明作者与出处,如有著作权人或出版方提出异议,本站将立即删除。如果您对文章转载有任何疑问请告之我们,以便我们及时纠正。联系方式:editor@e-works.net.cn tel:027-87592219/20/21。
 文章
文章
