为了适应现代包装机高速、高效和高可靠性生产的需要,研制出半自动拧盖机。这种拧盖机采用多工位回转式结构,机电气一体化,具有效率高、速度快、可靠性好和自动度高等特点。
1.前言
国内灌装生产线中广泛使用的拧盖机大多为直线式拧盖机,采用瓶颈挂盖。经定位、预封后使盖平稳坐落在瓶口上,最后由皮带对盖顶部搓压摩擦而将盖旋紧。该机结构紧凑,旋盖机构简单。但在使用实践中,对小直径盖由于搓压皮带对盖的摩擦力矩减小,要高速将盖旋紧就较困难。另外,现有的旋盖机主要存在结构复杂、速度低、可靠性差等诸多缺陷,不利于包装机的发展。为了适应现代包装机高速、高效和高可靠性生产的需要,研制出半自动拧盖机。这种拧盖机采用多工位回转式结构,机电气一体化,具有效率高、速度快、可靠性好和自动度高等特点。
2.半拧盖机组成及工作原理
2.1 半自动拧盖机的组成及作用
半自动拧盖机共有8个工位,相邻连个工位夹角45度;电机通过减速器减速后经凸轮分割器精确分度。
2.1.1 打塞机构:换向阀控制气缸上下打塞,可调节不同规格瓶高。
2.1.2 拧盖机构:气缸带动三爪机械手柔性旋转。
2.1.3 采用机械联动形式,从凸轮分割器输入轴端通过齿轮传动使凸轮带动整个拧盖机构上下运动。
2.1.4 电机和同步带控制手爪连续旋转,磁粉离合器通过张力控制器控制旋转力的大小,拧盖头的夹紧动作靠气缸的上下运动来完成。
2.1.5 可调节不同规格瓶高。
2.1.6 合格/次品出瓶机构:电磁换向阀控制气缸从底部将工件顶出。
2.1.7 回转圆盘:POM材料回转圆盘一个。
2.1.8 固瓶机构:气动手爪夹紧。
2.1.9 控制系统:
a)采用单片机控制。
b)设备具有急停功能,并且可以单独停掉拧盖工序。
c)在放瓶工序装有光电传感器,检测有无瓶,控制拧盖运动。
d)当操作工人发现没有放塞时不进行合格品出瓶,到下一工序次品处出瓶。
2.2 半自动拧盖机手爪设计
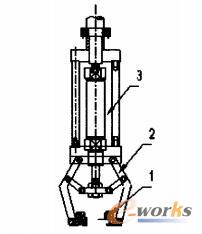
图1 手爪设计
拧盖手爪机构是整个设计的核心和重心。如图1所示,气缸3推动铰链实现三个爪子张开、收紧,从而将瓶盖放开、夹紧。气动机械手中气爪抓取零件是在垂直方向抓取,所以必须考虑到抓取的对中性和可靠性,三手指能满足该要求,装夹范围我们设计21-35mm,基本可以满足大部分的同时,由于整个手爪机构在向下的过程中由于惯性会对瓶盖产生刮伤,我们在手爪上安装了缓冲机构1,缓冲机构选用弹簧进行缓冲,燕尾槽进行导向,和瓶子接触的地方选用聚四氟乙烯材质,拧盖子的扭矩选用0.1NM扭矩的磁粉离合器且可以根据不同型号的盖子设定。
2.3 整体设计
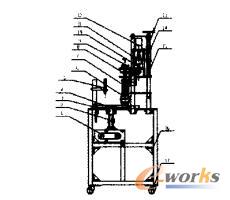
图2 半自动拧盖机结构示意图
1.凸轮分割器2.凸缘联轴器3.角接触球轴承4.托盘5.打塞气缸6.三角手爪
7.手爪气缸8.同步带B轮9.手爪进气口10.同步带A轮l1.磁粉离合器12.直流电机
13.上下调节螺杆14.上下运动气缸15.上下运动导轨16.铝合金框架17.尼龙滚轮
如上图2所示,8等分的凸轮分割器1带动托盘4间歇运动,人工在托盘上放置好瓶子,然后加上塞子,打塞气缸5完成打塞工序后,上下运动气缸14带动带动手爪6沿着直线导轨15向下运动,一直工作状态直流电机9通过同步带轮A、B带动三角手爪6-直保持转动,待手爪气缸7抓紧瓶子后进行拧瓶,磁粉离合器11控制着拧盖的力矩。
3.技术参数
3.1 本产品有8个工位,回转台最大转速6round/min。
3.2 瓶盖规格范围:直径φ21-35mm(圆形)、瓶高24-84mm。
3.3 拧盖速度:32-48瓶/分钟。
3.4 拧盖力调节范围:5-15kg·cm。
3.5 力矩偏差范围:±0.02NM
3.6 手爪夹持瓶径范围:l8-50mm。
3.7 功率:800W。
4.结束语
该半自动拧盖机成本低,性能稳定,维护简单,可以满足客户需求。
本文来源于互联网,e-works本着传播知识、有益学习和研究的目的进行的转载,为网友免费提供,并以尽力标明作者与出处,如有著作权人或出版方提出异议,本站将立即删除。如果您对文章转载有任何疑问请告之我们,以便我们及时纠正。联系方式:editor@e-works.net.cn tel:027-87592219/20/21。
 文章
文章
