文章以西门子的1200PLC为控制核心,对汽车白车身焊接的控制平台、焊接轨迹进场远程控制,以西门子KP1500触摸屏和DELL工控机为HMI界面为操作平台。通过对白车身焊接控制系统设计、控制系统硬件配置、焊接操作软件设计实现焊接系统精确、稳定、高效控制。所述控制系统提升了白车身焊接效率、焊接质量和自动化水平,降低了人工工作,保证了焊接质量,具有一定的实践意义。
0 引言
随着科技快速发展和人们生活水平的提升,汽车需求量逐步攀升、汽车更新换代周期逐步加快,人们开始追求外观精美、功能先进、质量过硬的现代制造水平汽车,所以柔性化制造、智能化制造成为汽车制造和生产的发展主要趋势,并逐步实现了个性化、柔性化和精益化的汽车制造生产模式。白车身焊接质量是保证汽车品质的关键环节,焊接过程中产生的烟尘等物质对人体具有一定危害性[1]。
另外,传统的人工焊接,在焊接速度、焊接精度、焊接稳定性等方面已不适用当前汽车制造焊机工艺,所以焊接机器人在汽车制造中得到广泛应用。汽车白车身焊接系统是按照工序顺序对已完成冲压的工件进行装配和焊接,完成白车身框架的拼装。本文所述的基于PLC的汽车白车身焊接控制系统是以S7-1200PLC为核心控制器,以工控机为HMI界面对焊接机器人和焊接生产线相关设备进行远程控制,提升汽车焊接自动化水平和焊接质量。
1 汽车焊接控制系统
汽车焊接控制系统如图1所示。焊接系统主要包括由伺服电机驱动的焊接平台,焊接机器人、S7-1200PLC、焊接控制系统、位置传感器及远程I/OS系统。焊接平台由伺服电机驱动,具有较高的控制精度和稳定性,能够按照PLC指令动作,实现白车身焊接和装配同步。焊接机器人控制系统依据PLC控制器指令完成相关动作,同时PLC通过SM模块采集现场传感器信号、工作状态信号、开关指令、接近开关信号等,并将现场信号传输给HMI界面;控制器和HMI界面采用PROFINET网络协议通讯,其具有技术成熟、稳定、抗电磁干扰能力强,传输速度快等优点。
图1 汽车焊接控制系统
2 控制系统硬件选型
汽车白车身焊接控制系统在硬件选型是需综合考虑厂区需求、操作控制、系统实现需求,主要包括控制点计算、不同设备兼容、后期系统扩展和现场维护等方面。I/O模块数量设计过程中,冗余10%-15%的I/O点位量,便于系统使用过程中能够快速的维护和维修及系统升级[2]。为实现汽车白车身焊接系统硬件配置准确、高效、硬件搭配无误及通讯无故障,采用TIA Selection Tool模拟组态软件对汽车焊接控制系统进模拟组态。TIA Selection Tool软件可以模拟焊接控制系统的机架分配、硬件配置、附件需求、模块型号、网络组态,同时可以检查组态通讯和系统是否存在故障。基于TIA Selection Tool软件控制系统硬件选型,如图2所示。TIA Selection Tool软件可以模块选型、硬件模拟组态、模块附件配置和通讯检测等。通过项目视图模式可以查看硬件组态的机架、插槽、序列号等信息。在项目视图完成硬件组态和选型后,可通过订单列表查看所需的硬件种类,防止配置硬件遗漏、错误等问题的发生,将购物车内订单信息直接导出生成列表给供货商或直接导入购物商城进行硬件采购,如图3所示。
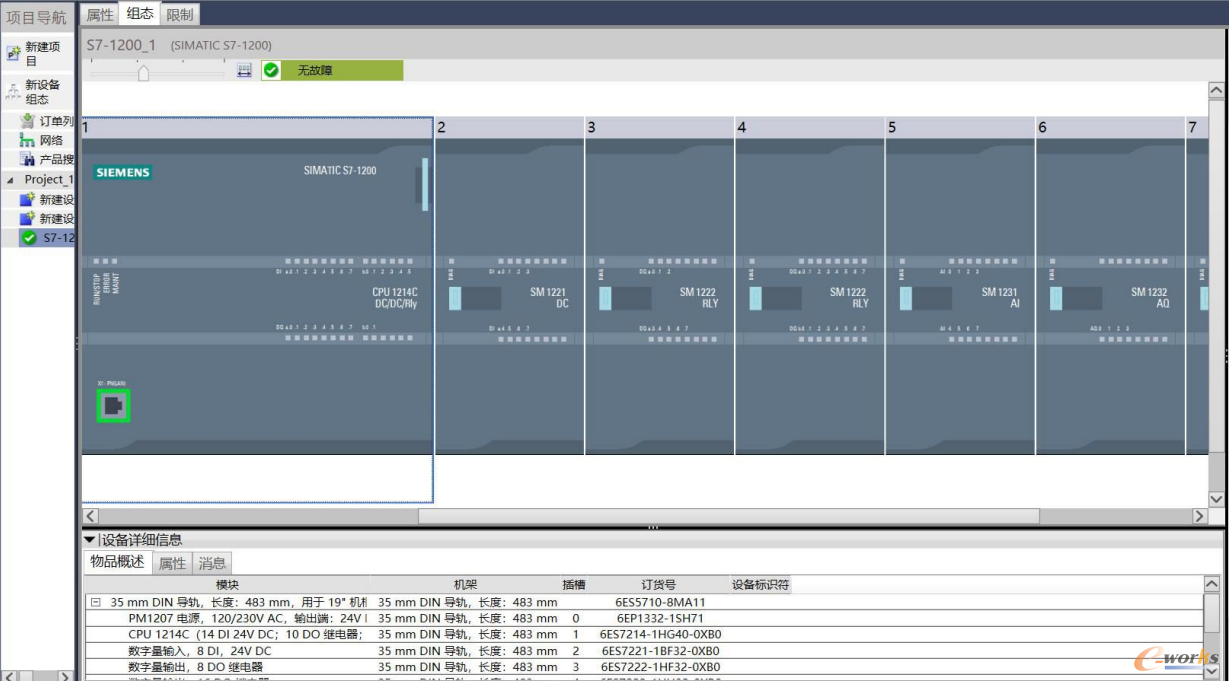
图2 TIA Selection Tool软件控制系统硬件选型图(示意图)
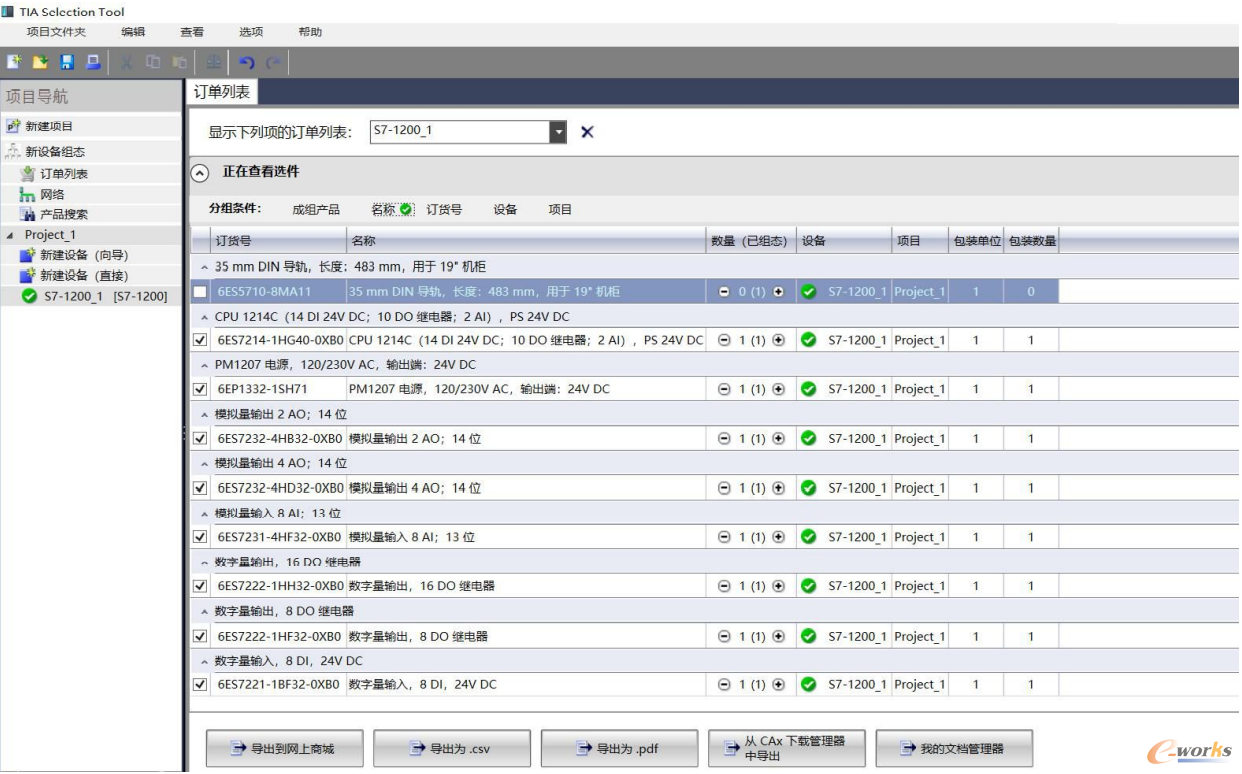
图3 汽车白车身焊接控制系统订单列表图(示意图)
①控制器和SM模块选型:控制器采用西门子CPU1214C,订单号为:6ES7214-1AG40-0XB0,西门子1200模块是介于200模块和300模块的新型控制器,控制精度和控制速度较好,具有较好的性价比,适合于中小型控制系统。CPU1214C控制器为新一代的PLC系统产品,其技术成熟、稳定性高、抗干扰能力强、运算速度快、性价比高等优点[3]。SM模块选型为:AI模块采用SM1231、AO模块选用SM1232、DI模块选用SM1221、DO模块选用SM1222。
②HMI选型:HMI选用工控机+触摸屏的方式:工控机选用DELL品牌的21英寸;触摸屏选用KP1500简易屏,通过PROFINT协议与PLC通讯;HMI界面能够实现焊接工艺流程、参数设置、故障报警、手/自动切换命、生产报表等功能。采用现场KP1500触摸屏与远程PC操作站相结合的监控方式,可提高操作人员工作的便捷性和实时性[4]。
③传感器选型:传感器用于检测焊接现场相关设备的位置信号和状态信号,将检测信号通过SM模块传输给PLC控制器,PLC进行逻辑运算输出控制指令。
3 控制系统软件设计
汽车白车身焊接控制系统软件部分采用模块化设计,基于TIA Protal V13平台开发,主要分为主程序、子程序及中断程序。PLC控制器通电复位后,通过初试化程序完成各控制参数的复位;伺服系统启动后焊接系统进行工作模式的选择:
①工作模式时白车身焊接平台自动完成焊接件的加紧、组装和焊接任务,焊接过程中PLC控制器依据现场传感器返回信号逐步触发控制指令,执行每一步的位置移动、焊接,直至焊接完成;
②手动模式是按照相应工作步骤进行完成,有工作人员点击HMI界面相应控制按钮,PLC控制器接受到触发信号后发出相应控制指令,按照步骤对白车身进行焊接;
③示教模式主要用于对焊接系统进行调整和优化,通过示教模式可以分析和记录各运动轴和焊枪的坐标和运动轨迹。通过不断的调试,可修改和调整出最佳、最优动作和路线,可在HMI界面进行参数修改。
工作模式选择完成后,焊接控制系统进入工作运行,直到工作完成或故障报警进入停机[5]。白车身焊接控制软件设计流程图,如图4所示。
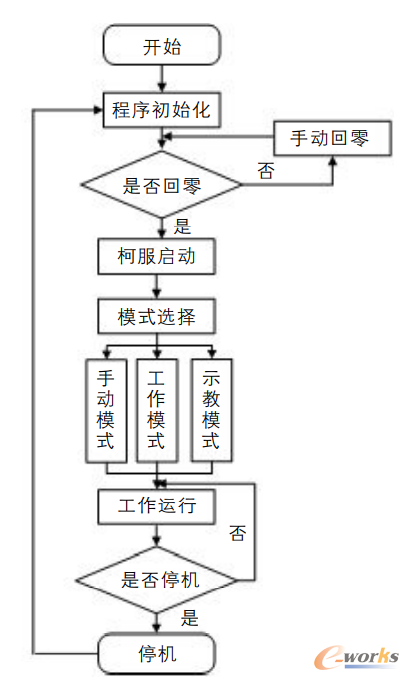
图4 白车身焊接控制软件设计流程图
本文以西门子S7-1200PLC为核心控制器对汽车白车身焊接控制系统进行设计,以提升焊接速度、焊接精度、焊接稳定性,进而提升汽车制造品质。本控制系统的优势在于:①S7-1200PLC具有较好的控制稳定性和控制精度及较高的性价比;②采用Profinet网络协议实现PLC、焊接机器人、HMI界面通讯,具有较好的人机界面和操作便捷性;③白车身焊接控制系统有3种工作模式,示教模式可以实现焊接系统的调整和优化。在今后发展和改进还需要平衡实际需求和功能需求,进一步融合视觉检测以实现自动判别焊点质量。
参考文献
[1]吴乐明.基于西门子PLC的汽车车门焊接机器人控制系统研究[J].现代职业教育,2018(20):86-87.
[2]冯学敏.基于PLC的汽车车身激光焊接控制系统[J].激光杂志,2020,41(8):214-218.
[3]曹德严.基于PLC的ABB工业焊接机器人控制系统设计[J].内燃机与配件,2020(15):100-102.
[4]王艳,郝亮,金月,等.基于PLC的焊接机器人自动控制系统的设计[J].黑龙江科学,2021(10):96-97.
[5]邢行,马永力.基于PLC的汽车自动焊控制系统设计[J].南昌工程学院学报,2018,37(04):96-99.
作者简介:张小龙(1993-),男,山西太原人,本科,初级工程师,设备工程师,研究方向为白车身焊接领域。
来源:《内燃机与配件》2021年20期
本文来源于互联网,e-works本着传播知识、有益学习和研究的目的进行的转载,为网友免费提供,并以尽力标明作者与出处,如有著作权人或出版方提出异议,本站将立即删除。如果您对文章转载有任何疑问请告之我们,以便我们及时纠正。联系方式:editor@e-works.net.cn tel:027-87592219/20/21。
 文章
文章