本文基于西门子Teamcenter的工艺规划器,结合大型离散制造工艺特点,以BOP作为工艺管理对象进行生产工时的规划,以期为后面的生产规划和管理提供更有效的支持。
近年来,随着“中国制造2025”国家战略的深入发展,制造企业在不断探索数字化转型。对于大型离散制造企业,在进行制造转型的过程中越来越发现制造前期的工艺规划对于生产过程效率、成本、质量等方面控制的重要性。特别在工艺工时的管理方面,如何有效地结合工艺规划进行生产工时估算,在进行工序时序优化的同时,结合工序关联的工区、工位和设备进行生产工时的评估,将会提升工艺规划的合理性。本文基于西门子Teamcenter的工艺规划器,结合大型离散制造工艺特点,以BOP作为工艺管理对象进行生产工时的规划,以期为后面的生产规划和管理提供更有效的支持。
1 前言
在新产品开发过程的总体设计阶段需要由工艺人员对新产品制造的工时进行估算,作为新产品生产成本评估的一个输入,在这个环节仅是进行生产工时目标的定义,在施工设计/施工工艺阶段需要由工艺人员结合具体设计,定义工艺和工序的标准工时,一方面通过核算对阶段定义的目标工时进行比对分析,另一方面作为未来生产工时安排的一个参考基准,最终结合首台试制进行实际工时的核算,对工艺标准工时进行调整和优化,作为未来批量生产的生产成本核算、计划排产和工时管控依据。在整个新产品开发过程,生产工时的分解和管理直接影响到未来的产品成本和生产过程管理,对企业的运营管理有着至关重要的作用,因此需要有较为科学和高效的生产工时估算方式,下面结合西门子的Teamcenter平台中工艺规划的功能,进行生产工时评估方式的分析。
2 通常ERP中生产工时估算方式
通常在ERP中进行工艺设计时,会基于工序进行各工序工时T
p的设定,包括准备、机器、人工、制造费用、参考工时,实际在使用中仅统计机器工时Tm、人工工时Tl和制造费用T
p,工序的机器工时T
p-m等于此工序的持续时间t
p(即T
m=t
p),工序的人工工时T
p-l等于机器工时T
p-m乘以人数n(即T
p-l=T
p-m×n),工序的制造费用T
p-p等于机器工时T
p-m(即T
p-p=T
p-m)。目前以此种方式粗略估算一个工序涉及的机器(生产设备)使用时间和人工工作时间。

图1 ERP中工艺标准工时管理
目前的工时评估方式存在两个问题,第一个是工时管理颗粒度太粗,且不进行串并序的管理,默认所有工序是串行工序,将工作周期和工作时间进行混淆管理,第二个是对于工序周期的估算基本基于经验,要结合生产过程进行不断的优化,且在新产品试制阶段很难指导生产工时管理。
3 Teamcenter工艺规划器中的工时管理
Teamcenter工艺规划器中工时的管理主要是以工作周期维度进行,目的是进行工艺MTM分析和产线均衡分析(用于工艺过程优化),关注焦点并不是人工和设备的具体工作时间(用于生产成本核算和生产排产)。文中介绍了在Teamcenter中进行工时计算的方法。
3.1 工步工时Ts计算
Teamcenter工艺规划器中可以基于工步进行工时编制,在进行工作时间设定时可以定义工时类型,用于工时附加值分析,作为未来工艺降本增效的一个数据来源,通过减少无附加值工序工时来缩短工作时间。工序的持续时间t
p基于工步工时T
s自动计算得到,计算方式是将所有工步工时叠加,t
p=T
s1+T
s2+……+T
sn。
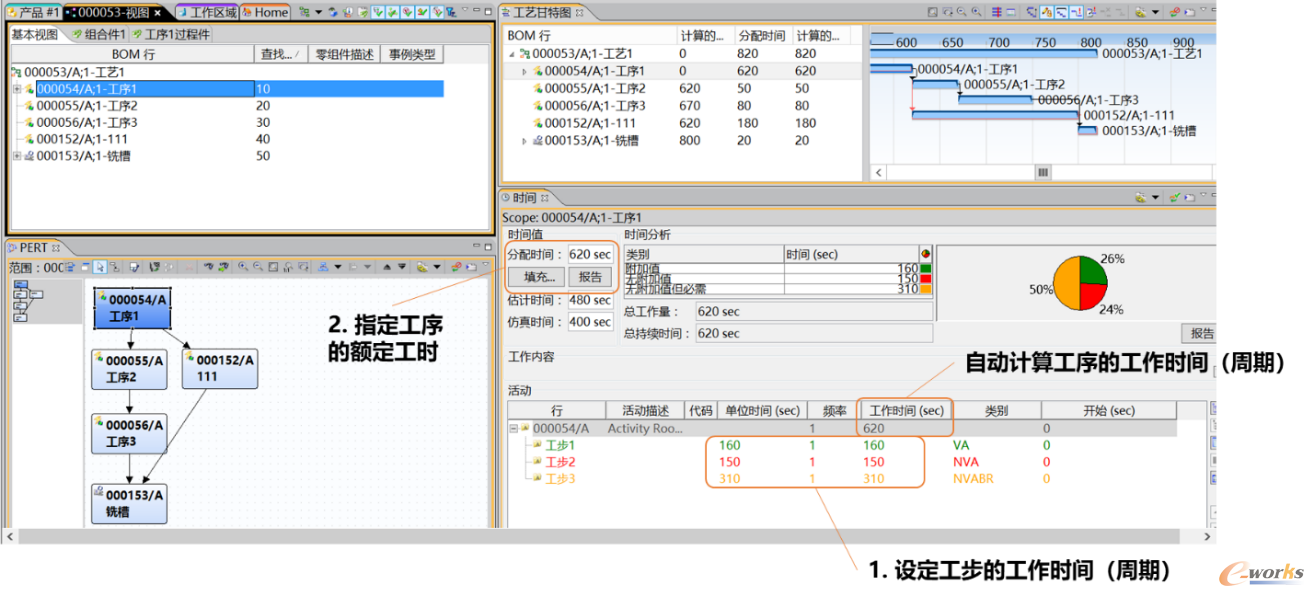
图2 Teamcenter中工步工时计算
在进行工步的工时填写时,可以通过定义标准工步库,以规范各类工步的标准工时,从而确保工序工时核算的准确性。
3.2 工序工时Tp计算
在设定完工步工时后仍需设定工序工时T
p,可以选择不同的方式,可以基于估计时间、仿真时间和时间分析持续时间几种方式进行设定。其中估计时间是当工序没有详细工步分解时,可以通过手工录入一个工序工时;仿真时间是基于CAM或着Tecnomatix进行工艺过程仿真后得到的工时;时间分析持续时间是基于工步工时T
s计算出的工序工时T
p,即T
p=t
p。
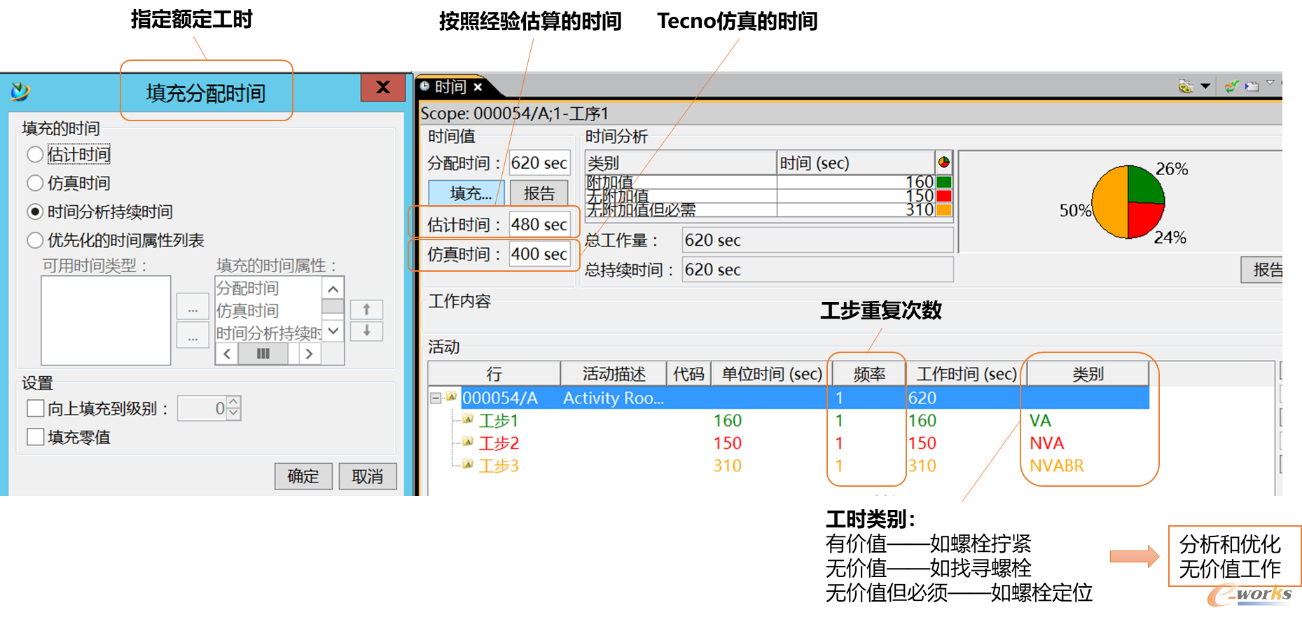
图3 Teamcenter中工序工时计算
在这个过程中,可以结合各类工艺特点进行灵活应用,比如清洗、准备、检查类工序,就可以使用估计时间,基于生产经验进行工序工时的填写;比如加工工艺就可以结合CAM加工仿真得出的工时,使用仿真时间作为此工序的额定工时,装配、焊接等可以基于Tecnomatix装配和机器人仿真得出的工时,使用仿真时间作为此工序的额定工时;其他不便于或无需进行工艺仿真的工序,则可通过时间分析持续时间,结合工步工时进行叠加计算。
3.3 工艺工时Tc计算
在Teamcenter的工艺规划其中,可以通过PERT图方式定义各工序的串并序关系,用来更好地进行生产过程规划,同时支持基于串并序关系进行生产周期和工时的核算。
工艺和总工序的工时计算基于各子工序的工时Tp和PERT图串并序关系得出,其中计算得到的“分配时间”表示工艺周期t
c-c,“分析的工作”表示工序总时间t
c-t,t
c-t=T
p1+T
p2+……+T
pn。但系统标准的功能无法实现对每个工序参与工人的数量进行定义,因此无法计算人工工时T
l。

图4 Teamcenter中工序时序管理

图5 Teamcenter中工艺工时计算
总体来看,Teamcenter中的标准工艺规划器功能能够进行生产时间和周期的计算和管理,可以满足生产排产的需求,但不能对具体的人工和机器工时进行核算,无法进行全面的生产工时估算。因此考虑结合Teamcenter的工时管理功能和生产工时管理的需求,进行功能定制以实现公司额定工时管理业务需求。
4 结合大型离散制造业务特点的额定工时管理
考虑到工序会有串并序的情况,计算出来的工艺生产周期t
c-c和总工序时间t
c-t(总工作时间)是不同的,一个用来表示这个工艺对应作业的持续周期,一个用来表示所有作业的总工作时间。因此将机器工时T
m和制造费用T
p进行区分管理,把机器工时T
m定义为仅表示生产周期t
c-c,用于生产排产,把制造费用T
p定义为总工序的时间t
c-t,用于结合工序关联的工位和设备进行制造成本的计算。
结合系统功能和对于工时计算的管理要求,使用工艺规划器的分配时间(生产周期)作为机器工时T
m,使用工艺规划器的分析的工作(总工序时间)作为制造费用T
p,另外,在工序中增加“人数n”,用来表示此工序参与的工人数量,结合工序的持续时间T
p-p通过系统计算获取人工工时T
p-l,T
p-l=T
p-p×n,工艺的生产工时通过工序工时进行叠加计算,工艺机器工时T
c-m=t
c-c,工艺制造费T
c-p=t
c-t,人工工时T
c-l=T
p-l1+T
p-l2+……+T
p-ln,用如下图所示。
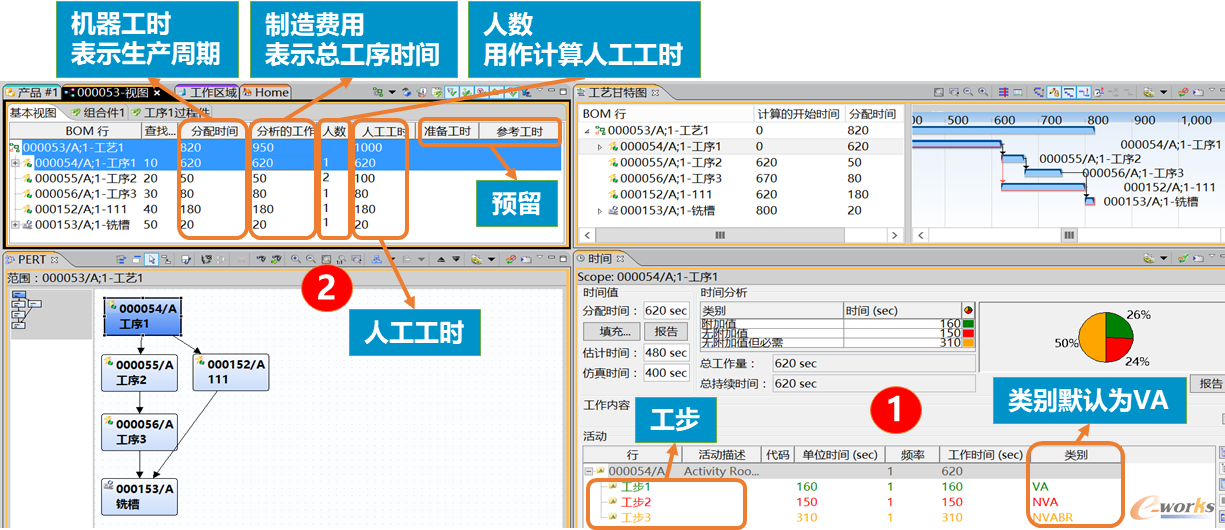
图6 基于Teamcenter进行额定工时管理
5 基于生产工时的扩展应用
基于以上方式,还可以进一步拓展应用,通过定义每个工序的工种信息(也可以通过工序类别或者工区去关联工种),再定义不同工种的单位人工工时成本和不同设备的单位机器工时成本,再结合以上方式核算的人工工时和机器工时就可以核算工艺总成本,在进行多工艺方案设计时,除了工艺周期要素也可以同时基于工艺成本要素进行综合评估,从而进一步优化工艺方案,提高生产过程的成本管控。
同时,由于工时定义的颗粒度更细,再结合以上提到的工艺仿真手段和标准工步工时库的方式,就可以提高工艺规划阶段的工时估算准确度,对于产品成本估算,以及未来生产现场的生产排产和组织决策都会有极大的效益。
6 结束语
由于制造业对于生产规划和成本管理的要求越来越高,仅仅通过以往粗放的方式进行工时估算,已经难以满足未来企业数字化转型和发展的需要。但由于离散制造的生产业务特点,使用Teamcenter标准的工艺规划器功能,也不能完全实现公司对于工时管理的需求,通过融合现有业务需求,结合标准功能和定制功能,兼顾了工艺工序时序管理和生产工时计算,一方面确保了生产工时计算的科学和严谨性,提升了工艺规划对生产工时管理的能力,另一方面为未来生产成本估算和生产排产规划提供了有效的数据支撑。
参考文献
[1]朱娟,仲梁维.基于PLM的车间工时管理系统[计算机系统应用].上海理工大学,2011.
[2]杨明冬.基于PLM的制造过程管理研究与应用[硕士学位论文].武汉.华中科技大学,2008.
[3]郑清春,方建军,胡亚辉.基于PDM/PLM的工艺规划数据管理模型与集成技术研究[制造业自动化].天津理工大学,2008.
[4]杨芳.工时管理在民机项目成本管理中的应用[管理世界].上海.中国商用飞机有限责任公司,2015.
本文为e-works原创投稿文章,未经e-works书面许可,任何人不得复制、转载、摘编等任何方式进行使用。如已是e-works授权合作伙伴,应在授权范围内使用。e-works内容合作伙伴申请热线:editor@e-works.net.cn tel:027-87592219/20/21。
 文章
文章