数控加工实践中,数控车削是常见的一种切削方式,全技能数控车的使用及车削复合机的使用,可以一次装夹,完成车削、钻孔、铰孔、攻丝、槽加工、螺纹加工等工作,大大提高了车削工序的效率,笔者在多年车削加工实践及技术辅导中,总结了部分经验,希望能给广大的数控车从业者起到抛砖引玉的作用。
1.常见工件材料刀具切屑参数
1.1 根据常年对世界先进刀具的使用跟踪及总结,汇总了如下推荐表单,根据材质推荐切屑速度Vc(线速度)。
表1 常见工件材质刀具选择推荐表

表一说明:从效率来选择刀具;
●绿色是加工第一推荐;
●黄色是第二推荐;
●钢件根据加工状态,
1.2 金属切削刀具材质
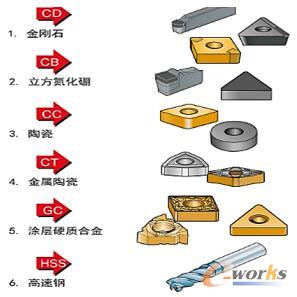
图1 常用金属切削刀具材质
1.3 金属加工材料组
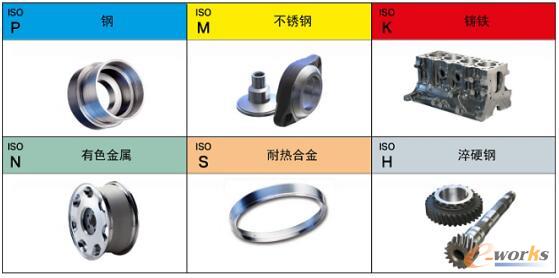
图2 常见金属加工材料组
1.4 常见金属加工的切削性能介绍
(1)钢件的工件切削性能
●通常为长切屑材料,能够形成连续的、相对均匀的切屑,与含碳量及硬度有关;
●含碳量低=坚韧的粘性材料,切屑较长而卷曲,有韧性;
●含碳量高,硬度较高=脆性材料;
●切削所需功率变化不大;
●连续切削及断续切削的状态依次选择陶瓷、金属陶瓷、涂层硬质合金;
●根据钢件的硬度从小到大以此选择涂层硬质合金、金属陶瓷、陶瓷、立方碳化硼;
●世界80%以上的刀具厂家对钢件加工具有较大优势,选择空间很大;
●推荐:涂层合金材质的加工断续粗加工,根据硬度对切削参数进行适当的调整;
●陶瓷刀片加工连续的较软的P10、P20等材质,硬度在HRC25-45;
●CBN刀片加工连续的淬火钢HRC55-60。
注意:陶瓷及CBN刀片不适合加工断续加工的产品工件,容易崩刀尖。
(2)M不锈钢技工性能
●不锈钢具有易粘结,硬化严重的特点;
●不锈钢切削温度高,切削力大的特点;
●不锈钢的切屑不易折断;
●线膨胀系数较大;
●推荐使用具有全周断削槽的三菱的硬质涂层合金-VP15TF刀片;
●陶瓷及CBN不适合加工不锈钢类产品工件。
(3)铸铁加工(灰口铸铁HT)加工性能:
●工件软而脆,石墨状、片状铁屑;
●切削需要较大切削力;
●推荐较低的切削速度及较大切深;
●推荐涂层合金刀片加工断续切削的工件;
●推荐CBN刀片加工连续切削的工件。
这些推荐是基于刀具的三种特性总结而实践的经验,刀具需要有三种特性:
●耐冲击 韧性;
●耐磨损 硬度;
●耐高温 抗剥离。
从表一知道高速钢、合金、陶瓷、CBN、金刚石是硬度依次增加,耐磨性逐步增强,而耐冲击性逐步下降,所以刀具硬度越高,耐冲击性越低,韧性越低,基于以上特点,从工件的加工状态来选择刀具材质是科学的。
本文为e-works原创投稿文章,未经e-works书面许可,任何人不得复制、转载、摘编等任何方式进行使用。如已是e-works授权合作伙伴,应在授权范围内使用。e-works内容合作伙伴申请热线:editor@e-works.net.cn tel:027-87592219/20/21。
 文章
文章
