1 引言
汽车轻量化技术是节省能源、提高车辆行驶性能的有效方法之一,也是国内外汽车制造商追求的关键技术目标之一,复合材料在汽车轻量化中的地位举足轻重。由于其成型工艺相较于金属成型工艺的特殊性,考虑到在设计、工艺、维修、运输等方面的需求,并从制造、装配、使用和维护的实际需要出发,复合材料结构还保留着大量的设计分离面和工艺分离面,这些分离面需要在装配阶段与其他复合材料结构件或金属结构件进行装配连接。与金属结构相比,复合材料具有层间剪切强度低、抗冲击能力差等弱点,决定了其结构的装配连接难度大、技术要求高的特点。合理选择并运用复合材料的连接方式,是提高复合材料结构件强度、减轻结构重量、充分发挥复合材料优异特性的重要条件之一。
本文通过对汽车局部结构的典型实例进行描述分析,总结出几种适用于汽车连续碳纤维复合材料零部件装配连接的设计技术,即机械连接、胶粘连接和两种方式的混合连接3种方法。
2 连接方式选择
在复合材料连接设计技术中,选用何种连接方法,主要根据实际使用要求而定。一般来说,除了考虑到传递载荷的大小、连接部位的重要程度、被连接件的材料特性等因素外,还要从环境状况、可检测性、可拆卸性及可修理性以及工艺性和制造成本等方面进行考虑。下面列出了机械连接、胶接及混合连接的应用特点及范围,如表1所示。
表1 不同连接方式应用特点及使用范围

3 连接设计
3.1 机械连接
复合材料的机械连接是指将复合材料被连接件局部开孔,然后用铆钉、销钉、螺栓等将其紧固连接成整体。在复合材料的连接中,机械连接仍是主要的连接方法。机械连接设计除了要考虑选择何种紧固件及连接形式外,还要对连接几何参数、连接区的铺层、防电偶腐蚀等方面进行详细分析设计。
机械连接中几何参数的定义,如图1所示。
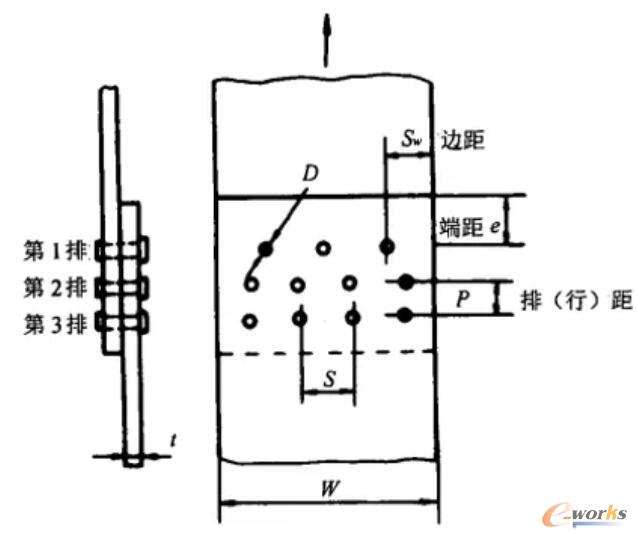
图1 机械连接几何参数
为防止复合材料机械连接出现低强度破坏模式,并具有较高的强度,被连接板的几何参数一般应按表2进行选取。
表2 机械连接中几何参数的选择

连接区的铺层设计需考虑孔周有较大的应力集中,这将明显降低机械连接的承载能力。为提高复合材料机械连接的强度和柔性,连接区的铺层设计一般应遵循以下原则:
a)采用均衡对称铺层。采用均衡对称铺层可以消除由复合材料沿纤维方向和垂直纤维方向的热膨胀系数不同而在加温固化时所产生的内应力及由此而产生的翘曲;
b)±45°层比例不低于40%,0°层比例不低于25%,90°层比例10~25%;
c)相同方向的铺层,沿层压板厚度方向应尽可能地均匀散开,使相邻层纤维间夹角最小;
d)连接区局部加厚,保证连接区有足够的强度;
e)层压板表面铺设±45°层,可以改善层压板的抗压和抗冲击性能,表面铺设0°层有利于传递载荷;
f)应避免在连接区拼接纤维;
g)在载荷过渡区,中面两侧应有等量的+45°和-45°层。
在机械连接设计中,应采用可靠的防电偶腐蚀措施。应该重视湿装配的作用,因为湿装配不仅可以防腐,尤其对铆接中难以完全避免的工艺损伤有弥补作用。常用的防护措施是在复合材料与金属构件的接触部位铺覆一层玻璃布,涂胶或涂漆等,如图2所示。重要或易腐部位,应该采取接头全密封的方法来防腐。此种连接方式也属混合连接。
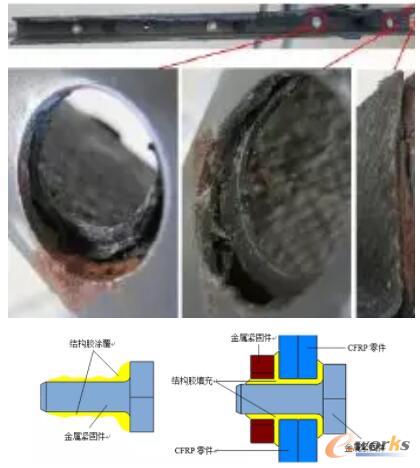
图2 紧固件防电偶腐蚀设计
3.2 胶粘连接
复合材料的胶接是指借助胶粘剂将零件连接成不可拆卸的整体,是一种较实用、有效的连接工艺技术,在复合材料结构连接中应用较普遍。胶粘连接除了要考虑选择何种胶粘剂与结构连接形式外,粘接接头的设计好坏同样将直接影响到粘接性能和强度。
汽车复合材料结构胶粘剂通常使用环氧树脂、聚氨酯树脂和丙烯酸酯树脂为基础的三大类粘结剂,该三大类粘结剂在使用中也各具特点,应该针对不同的材料和使用要求进行不同的选择。
胶粘连接接头的结构设计形式也是多种多样的,根据被粘物形状可分为平面搭接、角形搭接、T形粘接和管、棒形粘接等形式;根据材料的粘接方式又可分为对接、搭接、插接、阶梯搭接等等。从接头形式看,一般认为插接结构比较理想,其次是搭接和斜搭接。但在实际应用中,主要根据被粘接制品的结构和需粘接的部位而具体确定。
胶接连接几何参数的定义,以承受拉伸载荷P的等厚度单搭接连接为例,其连接几何参数是:被胶接件厚度t、胶层厚度h和搭接长度L。
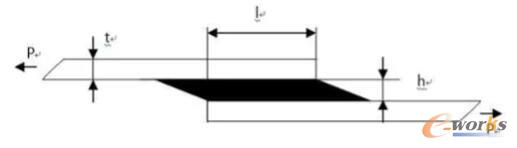
图3 胶粘连接几何参数
被胶接件厚度t通常由需传递的载荷P来确定。胶层厚度h对连接强度有一定影响。增加胶层厚度,可以减小应力集中,提高连接强度;但厚度过大易产生气泡等缺陷,反使强度下降,胶层薄则要求被胶接件间贴合度高,因而也不宜过薄,一般以0.2~0.5mm为宜。胶粘区域搭接长度L一般以15~20mm为宜。
3.3 混合连接
将胶接与机械连接结合起来,从工艺技术上严格保证两者变形一致、同时受载,其承载能力和耐久性将会大幅度提高,可以排除2种连接方法各自的固有缺点。混合连接主要用于提高破损安全性、胶接连接的维修、改善胶接剥离性能等。
选用韧性胶粘剂,以便胶接的变形与机械连接的变形相协调。通常机械连接的变形总是大于胶接的变形(指面内变形),要满足这一要求相当困难。
紧固件与孔的配合精度要高。如果胶层很脆,且紧固件与孔的配合又不够精密,那么连接试件的剪切变形就较大,将先引起胶层的剪切破坏,继而引起紧固件的剪切破坏或孔的挤压破坏,达不到预期的效果。
金属-复合材料混合结构连接设计一般按照全复合材料连接设计的要求。全复合材料一般不推荐采用干涉配合。但在金属-复合材料-金属混合结构中,可以采用适当的干涉配合来提高金属的疲劳性能。
4 工程设计实例
波客公司具有非常丰富的复合材料连接设计技术及项目开发经验,已经为国内各大汽车整车厂及研发中心提供过非常多的连接设计方案,下面将举例介绍汽车典型结构的连接设计应用。
在某车型复合材料后侧围外板与门槛纵梁的连接设计中,考虑到连接处为车体主承力结构,承载较大,并可拆卸,故采用螺栓连接方式,如图4所示。螺栓及螺母下面放置垫圈,减少孔边周围的损伤,防止过大的拧紧力矩造成复合材料结构表面出现凹坑和裂纹等缺陷。

图4 机械连接设计实例
图5是波客公司为某整车厂进行复合材料前后盖的开发项目实例,由于车身外覆盖件承载较小且厚度较薄,采用胶粘连接方式即可满足强度要求,前引擎盖及后行李箱盖内外板间采用边缘胶粘密封连接设计,内板加强筋条翻边与外板也进行粘接处理。
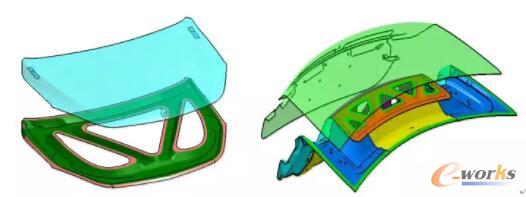
图5 胶粘连接设计实例
在某车型复合材料后行李箱盖内板加强板的连接设计中,考虑到局部胶粘连接失效,并保证破损安全,采用胶螺混合连接的方式进行设计,如图6所示。加强板与内板局部贴合面先采用胶粘连接,在胶粘剂未固化时立即进行螺栓连接,节省装配时间,实现批量化生产。
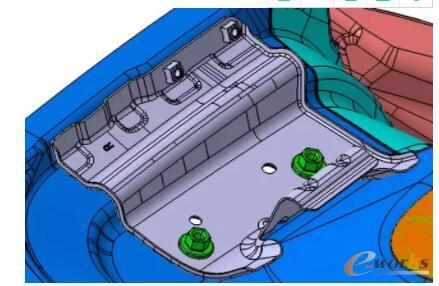
图6 混合连接设计实例
5 结论
波客公司通过大量相关产品研发项目实践经验可知,以上所述三种连接设计技术可以满足当前碳纤维复合材料产品设计及开发需求,对于不同连接方式的选择需要根据构件的具体使用情况和设计要求来确定。随着汽车复合材料产品的轻量化指标及批量化生产进程的发展,复合材料连接设计技术还有很多地方需要不断进行更新和完善,对推动新能源汽车产业化具有重大的意义。
本文来源于互联网,e-works本着传播知识、有益学习和研究的目的进行的转载,为网友免费提供,并以尽力标明作者与出处,如有著作权人或出版方提出异议,本站将立即删除。如果您对文章转载有任何疑问请告之我们,以便我们及时纠正。联系方式:editor@e-works.net.cn tel:027-87592219/20/21。
 文章
文章
