本次赴日研学之旅让我收获颇丰,也让我对日本的知名企业、尖端技术以及民俗文化有了深入的了解,最重要的是,我更加坚定了将自己的青春投入到祖国建设之中的努力方向与决心。
大福株式会社
尽管我先前对大福有一定的了解,也清楚日本机械的实力与国际地位。但当我走进日新馆参观,亲眼看到甚至亲身体验操作那些高效、稳定而有序运转的机器设备时,仍然感慨良多。大福株式会社(Daifuku)是日本成立较早(1937年)的物流系统制造厂商,在物料运输与物流管理方面也有涉及。通过短片介绍了解到其主攻方向是以物料搬运系统为核心,可分为六个方面:
(1)制造业及流通产业物流系统 Intralogistic
(2)半导体液晶生产线系统 Cleanroom
(3)汽车生产线系统 Automotive
(4)机场专用系统 Airport
(5)洗车机 Autowash
(6)电子产品 Electronic
首先是移动货架。讲解员向我们介绍了两种货架,一种是有轨的,另一种是无轨的。有轨货架虽然实现起来比较简单,而且也可以保证货架运动轨迹是直线,但是也有轨道的修建占用空间、货架的移动欠灵活、轨道与货架之间容易磨损等劣势。因此可以用无轨来代替,地面上每隔三十米有一个定位钉,可以代替轨道,修正货架移动的偏差。然后是电动台车,它的电池可供自身连续工作八小时,这与我们一般的八小时工作制的规定是一致的。
之后是自动仓库,它主要靠堆垛机来实现货物搬运。不仅是硬件,自动仓库的系统设计也很重要,对于货物出库的优先级的确立也有门道。讲解员向我们介绍了通常和紧急两种优先级:设置为紧急时,原本进行其他工作的堆垛机立刻开始搬运水果糖,最后送到我们面前,可以理解为中断及优先级的设定。随后是智能上下料搬运机器人,地面上布置了一些矩阵型的二维码,保证了机器人的移动精度。对于夹取大小不一的货物,临时存储和分拣系统给出的处理方法是采用矩形四角夹具。
最令我印象深刻的是多层穿梭车货架系统。十层货架,十个台车,一些看似凌乱摆放在货架上的字方块,最后呈现的效果刚好是中文按顺序出库:“探索、求知、发现、创新、把握机遇”,这也是日新馆的口号。最后,我们在二楼参观了半导体、液晶生产线系统展区,了解到了其三点要求:Low vibration,Cleanliness,High efficiency。还有拣选和分拣系统以及机场专用系统展区。

图1 参观大福株式会社
三菱电机名古屋制造所
三菱电机是一个典型的综合性企业集团。我们此次参观的三菱电机名古屋制造,所主要产品包括各种电机、PLC等。
在会议室里经过负责人简单的介绍后,我们在一楼参观了三菱的伺服电机阵容营,其中有着各种型号的电机。随后,我们参观了一条生产鼠标的自动化产线,三菱电机向我们展示了利用工业机器人与视觉识别技术自动组装一个鼠标的全过程。讲解员还向我们展示了集创意、技术与艺术于一体的一出“好戏”——利用256个电机控制银球的升降运动,从而显示出不同的图像,譬如波浪、下雨、谢幕等等。此科学技术与艺术的结合让我赞叹不已。
随后我们参观了基于e-F@ctory的PLC工厂。为了避免地震的影响,工厂采取了减震结构。在六楼的面板组装车间里,讲解员向我们介绍展示了贴片校核、氮气回焊、垂直传送、基板边界确立等过程,并说明机器运作使用的正是功能强大的C语言。
最后,讲解员为我们解释了数字化智能制造、循环经济型智能制造、供应链、工程链等概念,还说明了诸如Genesis 64等多台PLC仿真软件正在推出,Melsoft MaiLab正在用于模型以助于新老员工经验的传承,以及正在构想且未公开的工业云、远程办公等设想。

图2 参观三菱电机名古屋制作所
松下环保技术中心
日本的垃圾回收处理再利用,在全世界都是鼎鼎有名的。而此次参观松下环保技术中心,则让我进一步了解了这个国家在垃圾回收,特别是电子回收领域能取得如此大成效的原因。
首先,讲解员先为我们普及了一些基本知识,比如塑料主要分为聚苯乙烯类(PS)、聚丙烯(PP)、丙烯氰+丁二烯+丙乙烯的三元共聚物(ABS),氟利昂作为有害物质必须回收、进行无害化处理、且不计入回收利用率的计算,全日本的回收处理厂商可分为A、B两组等。有了这些基础的认识,我们后面的进厂参观就更为顺利了。
随后,我们进入了松下环保技术中心进行参观。虽然第一眼望去,人力依然有重要介入、工作环境与国内一些处理厂相差不大——这与我想象中的有一定落差,但是经过讲解,我认识到:看似粗犷的工厂里,也暗藏着不少玄机,也体现了许多巧思与匠心。比如人力的介入,不是说机器干不了外壳连接部件初步拆卸的活,而是由于市面上待回收的电子产品型号大小构造不一,同一台机器无法实现如此多种类的拆卸,况且人的经验是很丰富的,能巧妙应对各种情况。而像电子基板的拆卸,由于电子元器件的规格是有标准的,就可以利用工业机器人与视觉识别功能进行拆卸。
最后,也是最令我影响深刻的是不同材料的分选技术。利用材料的电磁性能、密度、光学特性等理化性质的不同,可以巧妙的将金属与非金属、不同塑料、不同金属等分开。这些理化性质其实并不难懂,理论上都是我们在大学物理等课程中已经学过的内容,但是如何将理论联系实践,将这些原理利用起来,是一件难事。

图3 参观松下环保技术中心
京瓷总部
日本著名企业家稻盛和夫,可谓大名鼎鼎的传奇人物。在其人生中事业的黄金期,创办了其人生中第一家公司——京瓷。此行我们有幸参观了稻盛和夫先生创办的京瓷的企业总部。
进入京瓷精密陶瓷产品技术的展览馆参观,我一步步熟悉也巩固了与技术陶瓷有关的知识。在展览馆各种展品的展示之下,我们可以清楚地认识到精密陶瓷材料在性能上的优势:密度较小,重量轻,惯性小;耐热;绝缘性好;具有较大的刚性与硬度......因此,它适合制作发动机中的活塞、用于制作电路板的绝缘材料、切削刀具与圆珠笔等等。

图4 参观京瓷
新干线
离开京瓷总部,我们乘上了新干线,踏上前往静冈的旅程。正如中国高铁一样,新干线也是日本的一张国际名片,只不过二者更像是老师与学生之间的关系。“是故弟子不必不如师,师不必贤于弟子”,如果是在几十年前,我若像小平同志一样,乘上这样一座时速两三百码的“光之号”,我一定也会惊叹不已。而现在,也已经是中国高铁完全可以与新干线相提并论甚至实现弯道超车的时代了。

图5 新干线
牧野机床富士胜山工厂
牧野机床的参观,或许是目前为止与我们目前所学关系最为密切的企业。从最初的立式机床,经过82年的发展,牧野机床将其业务拓展到了更多领域:模具加工、零部件加工、飞机零部件加工、卧室加工中心、大型铸件等,成为了高速、高效、高精度加工的佼佼者。
关于牧野机床何以实现如此高精度而又高效率的加工,我在参观学习中逐渐找到了答案,那就是:充分考虑、不放过每一个细节。
首先,讲解员多次强调了牧野机床工厂选址在山里的原因:一方面,山里气温较为稳定,夏天最热也仅三十摄氏度出头,冬天也能保持在二十摄氏度以上。因此维持工厂内部的空间恒温,所需要消耗的能源与成本就大为减少了;另一方面,富士山喷发形成的天然玄武岩硬度高,岩石层厚实而表面土层较薄,这就能够确保工厂地基的稳固,进而减少由于机器移动搬运而给其他设备带来的精度损失。
其次,关于实现工厂内部的空间相对温度恒定,也有讲究。讲解员特地告诉我们工厂内通风系统的门道:出风口的风不像空调那样直直地高速吹出,而是缓慢地、呈螺旋路线地吹出。因为前者可能会导致局部温度受影响较大,无法保证空间整体温度恒定,而后者可以使得风走过较长的距离,以顾全大局。
再次,要想实现高精度加工,离不开对每一道工序预变形的把控。无论是硬轨表面淬火,设置热处理余量,还是精加工师傅按照负责下一步工序的师傅的需求说明进行精加工,而不是按照图纸。
最后,还一定要重视客户的需求。无论制造出精度多么高的设备,没有正确的使用方式、合适的使用条件,最终都会功亏一篑。因此,牧野还特别注重对客户的使用培训。此外还有gi breaker的切屑模式化技术,例如客户使用编程时,无需专门编写断屑程序,按照自己需求直接编写即可。
此外,讲解员还向我们透露了许多细节,比如他们的铸造专家会常驻铸造厂内监督,白天五至六人负责上下料、晚上仅有一人负责断刀之类的应急对应,测量设备依顾客需求而定,每个环节都测量、避免返工,NSK轴承内圈有八孔存储冷却液等。

图6 参观牧野机床富士胜山工厂
横滨资源循环局鹤见工厂
前面参观松下电子回收厂时,就已经了解到了日本这个国家在垃圾分类回收处理再利用方面十分严格,也很先进。这次能进入横滨的资源循环局鹤见工厂参观,实属一次良机。
讲解员先为我们介绍了工厂的一些基本情况,以及日本垃圾分类方面历史的演变,也就是一个从无到有、从民间到官方、从局部实施到全员普及的过程。还说明了垃圾分类的10个大类与15个小类。
随后,讲解员还分享了一些助于垃圾分类的措施,如:开设老百姓说明会;安排人员在垃圾桶旁站岗告知;对于未分类的垃圾不收且贴条处理;在各大店铺内发放宣传单;在聚众处举行公共活动宣传;小学设置相关必修课,参观工厂活动,从娃娃抓起;通过网站、app宣传等。
此外,讲解员还分享了一些减少垃圾量的措施,如:对市民提出更高要求的希望;树枝之类的晒干再扔;汤水倒掉再扔;饭店里设置适合胃口较小人群的mini餐量;超市对于将要过期的食品进行降价出售处理等。在此过程中,我们还对于消费期限与赏味期限的区别有了清楚的认识。
讲解结束,我们进入垃圾回收工厂实地参观。首先看到的是很多扇门,当垃圾车倒车靠近时,门就会打开,垃圾被倾倒入门后的深坑中。然后我们移步至门后的视角,深坑上部有个巨大的六角机械爪,机械爪先是将坑内的垃圾搅拌均匀,以使得焚烧更充分;再又将垃圾送入炉口,以实现垃圾的焚烧。此后,讲解员又为我们介绍了一些垃圾处理产物无害化处理的知识。
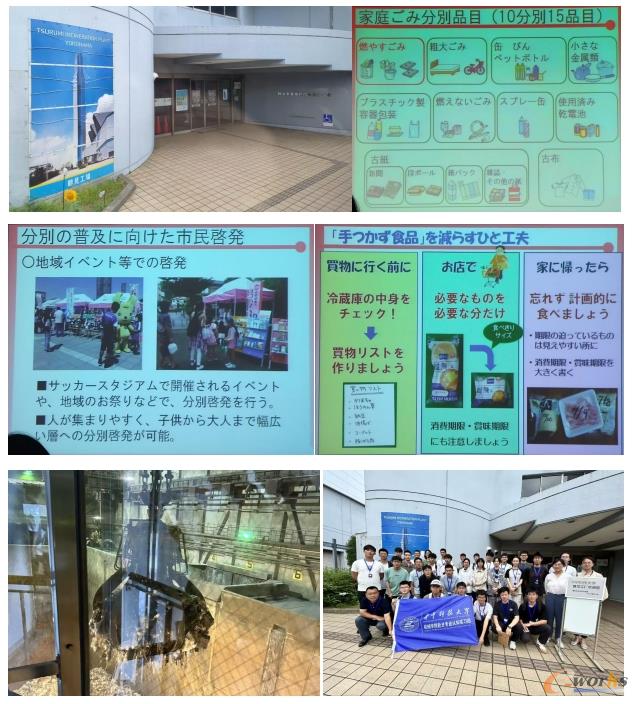
图7 参观横滨资源循环局鹤见工厂
三菱电机FA展示中心
下午,我们参观了三菱电机FA展示中心。FA是Factory Automation的缩写,因此在此展示中心看到的都是自动化程度极高的系统。首先是以Apple Watch的组装为例,讲解员为我们展示了三菱电机生产的工业机器人在自动化产线中的应用。然后我们看到了工业机器人在平面上画画和写字的演示。我注意到工业机器人在加持笔蘸取墨水时,有一个笔尖向一侧倾斜的动作,然后才离开墨水盘。后来经过讲解才知道,这是为了防止笔头粘在墨盘上。

图8 参观三菱电机FA展示中心
东京大学
东京大学,是世界有名的高等学府。它建立于1877年,是日本的第一所国立综合性大学,目前为止,东大的综合实力亦稳居日本国内第一位,其土木、建筑学、理学、医学、文学、工学、政治学等领域在世界上赫赫有名。
参观博物馆后,学长学姐带我们与两名教授进行交流。龚教授为我们讲解的主题是柔性储能器件,并告诉我们可穿戴设备可以分为三个发展阶段:初代,如智能手环、手表等;皮肤型,指的是将电子器件直接贴装在皮肤上;轻量化型,比如将电子器件缝在衣服上。随后,马雷教授为我们分享的主题是AI人工智能,并告诉我们AI在无人驾驶、游戏测试等方面的应用,还提出并解释了机器学习、深度学习、Metaverse、AI-CPS等概念。两位教授为我们分享的主题都是当前非常前沿的方向,虽说在学科概论等课程中也曾了解过这些内容,但是听了他们的分享,我更加清楚地了解了我目前比较感兴趣的方向,并让我努力的决心更加坚定。
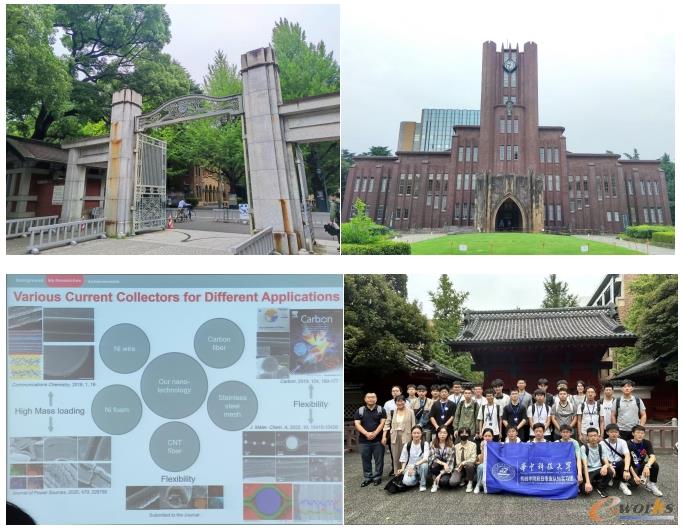
图9 参观东京大学
横河电机总部
下午,我们来到了横河电机总部。它创立于1915年,也是一家百年老企业,在测量、工业自动化控制和信息系统等方面均有建树。
通过观看横河电机的介绍短片,我了解到,这么多年来,横河电机这家企业最重视的,就是品质。在二战结束后,日本本土通信系统等重要领域几近瘫痪,而横河电机为日本的重建贡献了巨大的努力。在发展过程中,横河电机扩展其领域至控制方向。目前,它主要有测量、能源、新材料、生命科学四大业务模块,而且还有两大数据:海外市场高达72.8%,产品精度可达99.99999%。不仅如此,横河电机也在生命科学、生物处理过程、制药业、食品、水的处理等领域有一定的发展成果。
简单了解过后,讲解员带我们先参观了他们的国际应答中心,并强调他们的应答中心一天24小时、一年365天持续在线,并分为三个区域:客户支持区,主要负责接听客户电话,与客户交流,记录并区分客户问题;技术支持区,当客户支持区无法在规定时间内解决客户问题时,他们就会根据台上亮起的红灯前来一同解决;分析区,掌握有大量数据,可以提供数据技术支持。他们每月都会接听超过三千通电话,而且国际应答中心历代产品都保留在此,以作为解决客户问题的参照。
随后,讲解员带我们参观了陈列室,那里有横河电机的历代产品,比如收音机、示波器、流量计等。还有一些正在研发销售的产品,比如检测振动的传感器等。关于传感器,讲解员还为我们介绍了横河电机的一个特色,即“传感器+软件机器学习”,以历史数据为参数,来判断被传感机器是否故障。

图10 参观横河电机
东芝未来科学馆
7月15日上午,我们来到了东芝未来科学馆,虽然不是直接走入东芝企业内部,但是我们也了解到了东芝自1875年成立以来,各种产品的更新换代,对于节约能源、保护环境、可持续发展的措施与普及,以及一些关于未来可能出现的技术的设想。
东芝未来科学馆分为科学展区、历史展区和未来展区。首先我们先自由参观了科学展区,这里更像是一个面向于青少年乃至幼儿的科技馆。通过寓教于乐的方式,我又重新巩固了一遍自己物理方面的电磁学、光学等知识。不过最令我印象深刻的是那个日本地铁自动检票机拆解演示,它分为分离器、定位器、磁数据处理器、反转器、收集器、打孔器、打印器和汇总出票器八个部分,可以完美地实现以下几种情况的功能,让人不得不感叹机械之美:
(1)正面插票,正面出票;
(2)反面插票,正面出票;
(3)两张叠放,两张同出;
(4)两张错开一定角度叠放,两张对齐同出;
(5)两张单独投放,一张出票,另一张等待前一张被取走后出票。
自由参观完毕后,我们进入了历史展区参观。讲解员先是以给人端茶送水并且会自动转弯的木伎为开端,介绍了东芝的创始人田中久重。后面又展示了那些近百年前日本的产品,比如留声机、冰箱、洗衣机、吸尘器等。令人惊奇的是,那台洗衣机生产于1930年,经过近100年的时间还能正常运作,而且设计中不乏诸多细节,比如为了适应不同衣物的厚度,挤干衣物的滚轮之间的距离可以随心调节等。
最后讲解员带我们参观了未来展区,其中主要是关于低温超导体在磁悬浮列车方面的应用。讲解员将四块具有迈斯纳效应的合金放在盛有液氮的容器里,冷却到一定温度后,合金就具有了磁性,将容器放在强磁场轨道上,就可以实现容器在轨道受到磁场力而悬空,并沿着轨道高速滑行,既无法离开轨道两侧,也不会被压至于轨道接触,与目前实现的磁悬浮有所区别。若能实现常温超导,那么这种磁悬浮也会指日可待,这将会更加便捷人们的出行与生活,节约地球的自然资源。
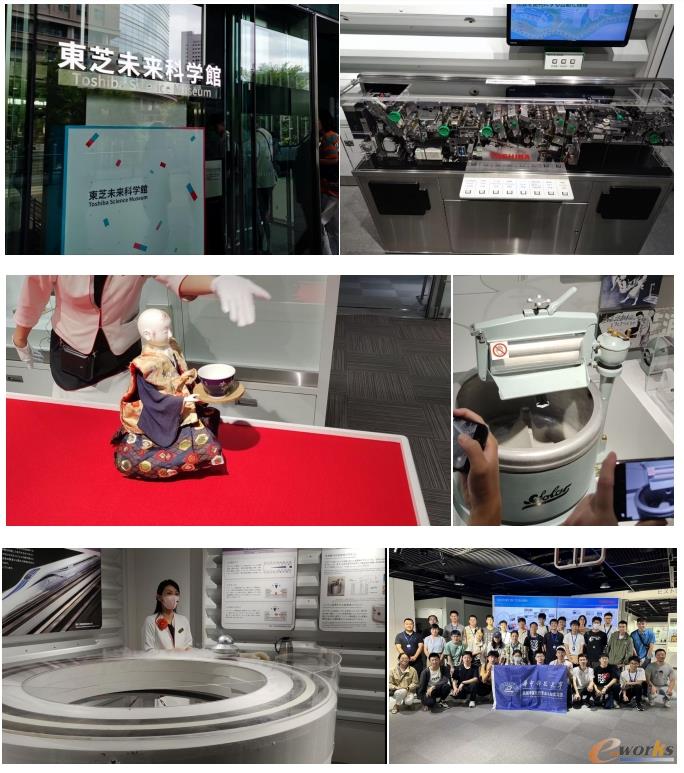
图11 参观东芝未来科学馆
朝日啤酒茨城工厂
此次研学之旅的最后一家企业——朝日啤酒茨城工厂。
与前几家企业相同,它也是一家百年老企业,成立于1892年,它已经历了131年的历史。但是与其他企业不同的是,它表现得更加的活力充沛。场馆的主色调是红色、黑色和灰色,参观全程先是以一段燃爆全场的朝日啤酒广告开始,这非常符合日本激情四射的广告风格。
然后我们穿过一条像电影院放映厅走廊一样的通道,看到了一架长扶梯与阶梯上印满啤酒罐的楼梯。起初我们还不太在意,但是经讲解后我才明白:在上扶梯的这45秒里,朝日啤酒厂所生产的罐装啤酒数量是1200瓶,正好是楼梯上这些啤酒罐的数量。
上楼后,我们又了解到了一些数据:茨城工厂一天大约生产5900000罐350mL啤酒;生产一罐350mL啤酒需要一个手心的小麦芽和六朵啤酒花;啤酒生产主要有六道工序,分别在六个不同的容器中完成;与一般的啤酒不同,朝日啤酒讲究的是入口瞬时的快感,从而让你产生迷恋的感觉;它们所使用的酵母是318号酵母;如果一个人一天喝一罐350mL朝日啤酒,那么他要花4000年时间才能喝完朝日啤酒厂中一个保熟缸中的啤酒,毕竟一个保熟缸直径8米,高度20米。
此外,为了扩大空间,他们的工厂是没有柱子的,而是在天花板采用了增强结构。在环保方面,朝日也做得不错,他们生产过程中副产物和废弃物的利用率是100%,如剩余的酵母可做食品与药品等,麦芽可做饲料与水质净化的吸附物质等等。
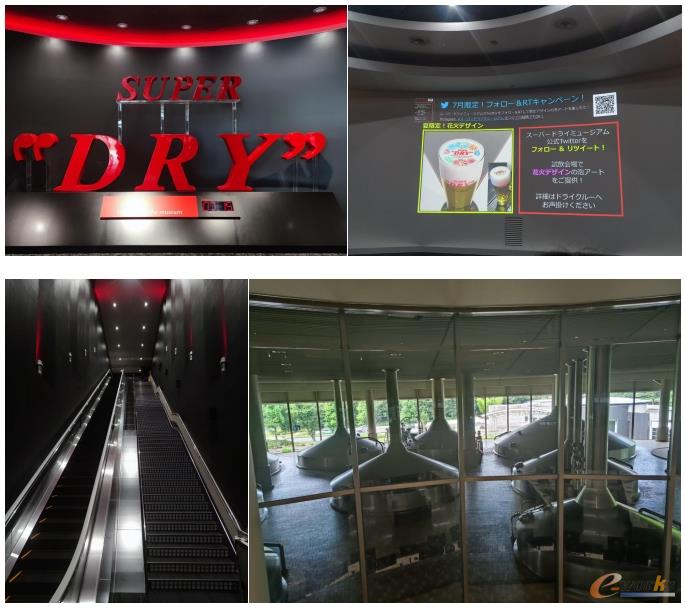

图12 参观朝日啤酒工厂
本次赴日研学之旅愉快地结束了。此次认知实习活动让我收获颇丰,也让我对日本的知名企业、尖端技术以及民俗文化有了深入的了解,最重要的是,我更加坚定了将自己的青春投入到祖国建设之中的努力方向与决心。
最后,我想感谢每一位随行老师的陪伴与关照,也感谢导游一路上细心详尽的讲解与指点迷津。祝愿此后的国际交流活动越来越好!

本文为e-works原创投稿文章,未经e-works书面许可,任何人不得复制、转载、摘编等任何方式进行使用。如已是e-works授权合作伙伴,应在授权范围内使用。e-works内容合作伙伴申请热线:editor@e-works.net.cn tel:027-87592219/20/21。
 文章
文章