大福株式会社
大福株式会社是世界顶级的物流搬运设备制造商,本次大福的参观学习到各种物流设备。
移动货架:电动式的大型移动货架,轨迹的准确度有赖于地上已经装配好的传感器。若有人货架移动过程中进入危险区(货架两侧和中间部分),货架会自动停止。
单元拣选式自动仓库:依赖于内部系统对客户所需求的甄别,将各式堆垛机来的产品进行集中,直接将货物送达工人手中,大大减轻了人工负担。
多层穿梭车货架系统、箱盒式自动仓库:多层穿梭车货架系统通过自动化的小车,箱盒式自动仓库则可以同时在两个方向上移动的堆垛机,二者均基于计算机系统选择,可快速获取所需物品。
智能上下料机器人:通过矩阵二维码定位。
交叉带式分拣系统:通过计算机控制,控制不同种类物体的“见缝插针”。
袋式悬挂分拣系统:通过袋式的传输,可以获得较高的拣选效率。
单件商品分拣机器人:机器人是可以运动的小车,也是通过矩阵二维码来定位,上面的盘子可以双边翻倒。
半导体、液晶生产线:在高度无尘的环境下工作,还需要保持高速运动,这需要依赖强大的数据库与计算机系统。
机场专用系统:可以根据检测结果,自动调整传送带的运行方向,从而将需要重新检查的物品、不需要重新检查的物品分开来,提高流水线效率。
总的来看,在构建物流系统时,只有凭借优良的数据库和计算机系统实现极高的自动化,才能满足物流高速、稳定传输的需求。

图1 参观大福株式会社
三菱电机名古屋制作所
三菱电机是践行智能制造的典型企业。“随着半导体供应不足、全球竞争加剧、跨行业的业务参与、远程办公的普及等等,传统制造业面临巨大挑战。同时为了承担绿色可持续发展的社会责任,无法进行绿色转型的制造业将无法生存下去”,三菱电机的工作人员介绍到。他提到了现在制造业关注的几个趋势,如增强设计能力,特别是远程设计能力、缩短周期、灵活智能、提高操作和维护能力等。在本次参观中,三菱电机的工作人员告诉我们,他们把三菱电机对这些趋势的研究成果集成在名为e-F@ctory的强大系统之中。
在增强设计能力方面,三菱电机开发了用于OT、IT数据连接的SCADA,以及用于高级数据分析的Melsoft MaiLab。基于AI技术,三菱电机可以在老员工和新员工之间构建学习与知识传授的桥梁,帮助新员工快速掌握设计能力。这一系列基于AI数据分析和数字孪生技术的软件大大提高了三菱电机的设计能力。
在缩短周期、灵活智能方面,三菱电机从装置和生产线的控制、机器人控制、电驱动控制等方面入手。在参观工厂的过程中,工作人员指出,在某一工厂的实际生产中,1楼的面板运送到6楼,在6楼面板焊接完成后,会立刻转到4-5楼组装测试,再回到1楼,这其中的大部分过程依赖于机器人。而这种节奏紧凑、规范的制造过程应成为制造业发展的模板。
最后是维护能力。在这一领域,AI也得到了广泛应用,如利用AI学习,根据当前状况,对潜在的异常进行预测,从而完成了维护的自动化。同时,工厂参数还会实时显示在电脑上,方便维护人员及时响应。
另外,三菱电机还提到,可以将通用平台置于部门“边缘”,达成跨部门的数据共享,打破传统的“数据是部门的独有财产”的状态,提高工作效率。三菱电机的e-F@ctory解决方案是制造业数字化转型的良好范例,值得借鉴。

图2 参观三菱电机
松下环保技术中心
松下环保技术中心是日本可持续发展理念的成果,致力于构建“商品——废品——商品”的闭环,实现资源利用的最大化。
图3 参观松下环保技术中心
人机混合的工作模式是松下环保技术中心的一大特点:一方面,机器的引入,长远来看减少了在重复性工作中的人力投入。松下环保技术中心在工人分拆空调内机前,利用机器对空调进行切割,有利于工人的拆卸,减轻工人负担的同时也提高了流水线作业效率;此外,机器人手臂可代替工人对电路板进行转移。另一方面,人工作业在某些场合下具有机器作业不具备的灵活性,如螺丝的拆卸;不仅如此,人工的作业也降低了机器负担,比如在粉碎之前进行必要的拆卸。虽然整个过程无法做到全自动化,但是提高自动化,即机器运作的比例仍然是松下环保技术中心努力的方向之一。除了相应的技术开发,还有赖于与上游企业的沟通。
松下环保技术中心分离回收材料的过程可概括为:利用磁性传输带,分离磁性物质和非磁性物质;利用气压的浮力与流动,分离密度差别较大的物体;根据振动原理,分离不同种类的金属;利用不同塑料反射光波长的不同,将不同种类的塑料分离。
同时,松下环保技术中心对特殊有害物质的处理尤为重视,如将含有水银的荧光管在专门的场所特殊处理;在拆卸空调前都会将氟利昂进行特殊处理等。
总的来说,松下环保技术中心的资源回收体系值得中国制造企业学习的,而且必定是一个长期的学习过程。

图4 松下环保技术中心工作人员讲解
京瓷总部
京瓷是由日本“经营之神”稻盛和夫创立的公司,在本次研学中,公司人员向我们展示了京瓷的经营文化和科技成果。

图5 京瓷总部
“敬天爱人”是中国思想家王阳明先生提出的观念,也是京瓷一以贯之的经营理念。“敬天”即是合乎天理,或许在京瓷的理念里,以仁爱之心关爱众人,便是天理,是为“爱人”。因此,稻盛和夫提出“家族主义”,要像一家人一样对待自己的同事、员工,把他们当做兄弟姐妹来看待。这为京瓷营造了良好的工作环境。
但同时,稻盛和夫也提出“实力主义”,是为了平衡“家族主义”而存在的。“实力主义”主张一个位置要让有实力的人来担当,而不仅仅因为某个人是我的“家人”而对他(她)的能力估计存在主观影响。
除此之外,京瓷的员工也表现出十分积极的态度,和我们讲解的工作人员说到“不要觉得自己做不到”、“要有远大的理想,要有做‘世界の第一’的野心”、“领导者必须有高远的目标,高大的志向”……他作为京瓷的代表,这种精进不息的态度给我留下了深深的印象。

图6 参观京瓷总部
京瓷的科研成果也十分丰富。有能够借助小部分的特征便能分辨车辆、摩托车、自行车、行人的智能摄像头,也有耐高温、硬度高、耐腐蚀、密度小的陶瓷等等。
牧野机床富士胜山工厂
牧野机床富士胜山工厂是牧野机床于1987年建立的加工工厂。其地基是基于1707年富士火山喷发时的玄武岩层而建成的,这种坚硬的地基为机床加工提供了良好的稳定性。
刚度大是牧野机床的产品特点之一,也是牧野机床能够保持强大竞争力的关键。为此,牧野机床投入大量的人力物力:比如在设计机床床身时,采用阶梯式的结构;在制作主轴时,特别注意轴承的轴承支撑方式等。
同时,牧野机床也十分注重自动化。在人力资源逐渐紧张的环境中,牧野机床不断提升自己的自动化水平。比如,牧野机床有一种工业母机,可以将工人的刮研时长从12h缩减至4h;牧野机床还研发了用于检测机床的工作、停滞时间的软件,便于工人及时查询、发现问题;自研配合机械臂的扫描系统,可精准控制切削余量,省去了繁琐重复的零切削过程。
牧野机床在许多要求精密加工的工程项目上也花了不少功夫。比如考虑到实际生产中的各种变形误差,牧野机床采用了预变形的思想;控制工厂出气时,采用螺旋式出风,可以在7.5m的高度以下制造温差±1℃的恒温区域;采用自行开发的gi breaker模式,自行对加工台进行振动微调,减小了程序编写的压力,并能及时切断切削等。这些工程成果是牧野机床多年以来积累经验的成果,任何一个机床公司想要发展壮大成世界顶级企业,必然要有不断实践、不断积累的过程。

图7 参观牧野机床富士胜山工厂
横滨资源循环局鹤见工厂
鹤见工厂是日本资源利用的观念的集中体现与长期治理的结晶。

图8 参观横滨资源循环局鹤见工厂
一方面,日本对于环境治理和资源回收方面格外严格,这一点在松下环保技术中心已经体现。鹤见工厂会组织小学生参观工厂,并学习如何进行垃圾分类,为完善垃圾分类体制做出了自己的贡献。
另一方面,这种垃圾分类的运营机制由来已久。早在1918年,横滨就会将部分垃圾用作肥料进行堆肥;1940年代时,居民每12家会有一处统一的垃圾投放点,由地区进行收集,其中的铁铜等会用于卖钱,而有一些只能填埋,为了防止散发恶臭招引害虫,会喷洒杀虫剂;1960年代,日本开始采用“station”的垃圾集中处理模式,并沿用至今;1970年代,日本人口爆发式增长,产生垃圾的数量随之剧增,同时,新型垃圾如电视机等不能再采用传统的处理方法。因此,日本开始对垃圾实施严格分类,推进垃圾的资源化。
鹤见工厂是横滨四个垃圾回收中心之一,它依赖于集中运输垃圾的车辆将垃圾倒入预备焚烧的坑中,运用巨型夹爪转移垃圾;随后对垃圾进行焚烧,并进行一系列化学处理,产生的热量用于发电,全过程都由工人实时监控。
三菱电机FA展示中心
三菱电机FA展示中心的参观是对三菱电机e-F@ctory综合解决方案的进一步延拓。
基于数字孪生技术与AI技术(e-F@ctory)的智能手表生产线,一方面通过软件预先对实际生产线的电脑模拟,另一方面软件中的生产线模型随实际生产线的实物进行移动,及时感知生产状况。和老师的交流过程中了解到,国内的许多厂家都能够做类似于本次参观中的该种机械臂,但是精度和平稳性尚有不足,目前仍缺乏合适的数字化软件。
此外,本次参观的机器人能够顺畅完成拿笔、蘸取墨水、写字、擦字一系列操作。这背后的差异或许在于机器人关节的减速器。在弥补机器人精度和平稳性的落后上,精密制造是一个应当考虑的问题。

图9 参观三菱电机FA展示中心
东京大学

图10 参观东京大学
本次参观东京大学,我们听取了龚教授和马教授的讲座。其中龚教授的主题是可穿戴的柔性储能器件,他提出了一种新型的材料技术,在普通的导电材料上逐层交替沉积两种薄膜,能够获得比单种薄膜覆盖好的多的电化学性质。同时,在问及如果将电子器件的体积进一步微量化时,龚教授提出了将更成熟的柔性器件直接缝纫到衣物上这种富有想象力的观点。
马教授主要讲解了人工智能与软件的交叉领域,为将人工智能与软件的结合工程化,提供一个模板与范例。
图11 听取讲座
横河电机总部
横河电机是日本一家致力于精密制造的公司,工作人员从多个方面给我们进行了讲解。
首先是“Response Center”,这是横河电机用于应答客户问题的工作场所。人员主要分为接听小组和技术小组。接听小组是首先与顾客对接的小组,对客户的问题做出初步的判断;技术小组对反馈的问题进行细分,是对客户的问题进行专业化应答的小组。同时,此次还参观了横河电机历代的产品。这是因为横河电机的产品制造精良,使用寿命长,即便是很老的机型在行业内仍有使用,为了更好地应答客户,横河电机做了这样的留存。工作人员带领我们介绍了横河电机的历代产品,包括第一个直流电压电流计、第一台数据记录仪等。
下图是横河电机的一种无线传感器,在大阪的地铁上装有多达数百个,这种传感器能够适应多种环境,故应用广泛。
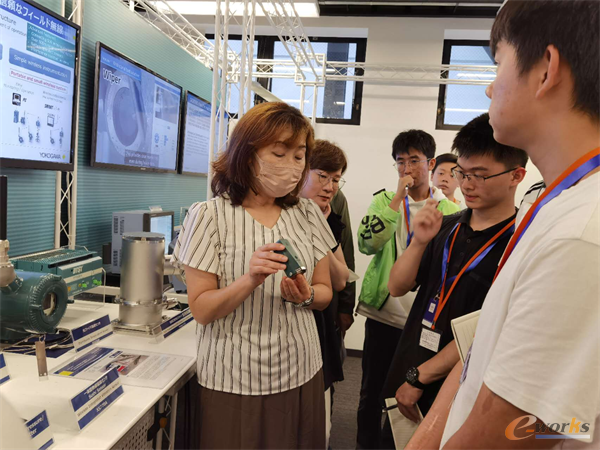
图12 横河电机展示其传感器
东芝未来科学馆
图13 应用于风力发电的风车的轴承

图14 半导体晶圆
东芝开发的QKD产品(Quantum Key Distribution,即量子密钥分配),会对密钥每一个比特编码。比如在光量子传输当中,任何试图读取光子信息的行为都会改变其编码,从而达到高保密性的目的,对于当今社会中许多高敏感的信息的保护有至关重要的作用。
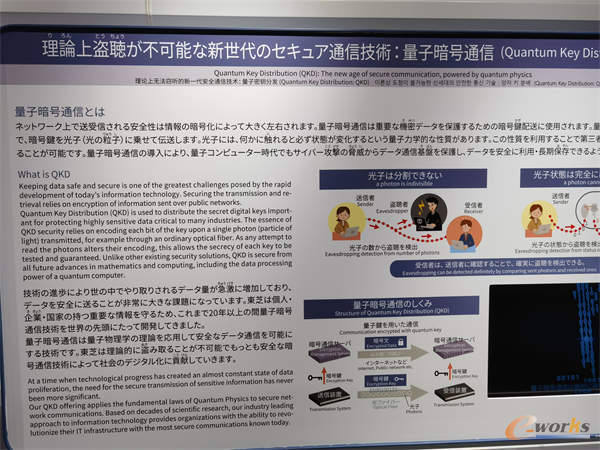
图15 东芝QKD产品
超导现象的展示:即利用液氮的沸腾的大量吸热,使超导磁体在低温下展现出极强的磁性,达到磁悬浮的效果。

图16 超导现象展示
其中有一个有趣的人偶,其拐弯是通过凸轮机构控制的,只需要在转弯的位点转动侧方曲柄,凸轮会驱动底座上的轮子转向。

图17 拐弯人偶
高功率晶体管IGBT、PPI等:IGBT是用作大功率电器的开关的器件,如从冰箱到工厂的电机控制,IGBT的进步能够推动电机的小型化与节能化;PPI是将多个IEGT芯片压接形成的器件,用于控制大电流。

图18 高功率晶体管IGBT、PPI等
朝日啤酒茨城工厂
朝日啤酒茨城工厂拥有大容量的生产罐,生产速度也很快,一个人乘坐电梯上楼就能生产楼梯展示的啤酒量。

图19 参观朝日啤酒茨城工厂

图20 朝日啤酒厂发酵工序
此次考察也学习到了啤酒的酿造过程。朝日啤酒茨城工厂发酵过程是分步骤酿造的,每个步骤也已经模块化,装入不同的“罐子”进行发酵。在正式生产之前,还会有专门的人员对某一个生产罐里发酵的酒精进行品尝,合格的才能投入生产线。
本文为e-works原创投稿文章,未经e-works书面许可,任何人不得复制、转载、摘编等任何方式进行使用。如已是e-works授权合作伙伴,应在授权范围内使用。e-works内容合作伙伴申请热线:editor@e-works.net.cn tel:027-87592219/20/21。
 文章
文章