通过对模具注射过程的模流仿真分析,发现浇注系统和注塑工艺参数是实际生产过程中产生质量不足的主要原因,并以此对模具结构进行优化,从而缩短模具生产周期,提高产品质量。
0 引言
手机外壳结构复杂、生产批量大,适合选用注塑模具生产。在塑料模具注塑成型过程中,塑料熔体在模具型腔内的流动与传热是一个非常复杂的物理过程。手机壳内侧有一些不利于开模的沿着侧向和横向的细小结构,使得手机壳注塑模具的注射成型过程更加复杂。按照传统的模具设计方法,只能凭借经验设计模具,并经过多次试模,不合理的结构还需反复进行修改和调整,这一过程缺乏科学的理论指导,导致模具生产周期长,成本高且质量难保证。
注塑模具有限元分析软件Moldflow可以直接导入三维设计软件UG创建的模具实体模型,通过对其进行网格划分和缺陷分析,并按设计要求在Moldflow软件中创建浇注系统和冷却系统,然后进行注射、保压、冷却、翘曲分析等注塑仿真试验。通过对各个试验环节结果进行分析,得出优化的注塑工艺参数,并对模具结构进行优化,避免模具设计制造过程中反复试、修模和进行参数调整,提高了一次性试模成功的概率,极大地节约人力、物力,缩短了产品生产和开发的周期,降低了制作成本,提高了制品的质量和生产率。
1 创建手机壳实体模型
应用三维设计UG软件,创建手机壳模型如图1所示。为了避免三维模型创建过程以及导入过程产生的丢失面、面的间隙过大等缺陷,以IGS或STL接收格式将手机壳模型导入注塑模具有限元分析Moldflow软件,同时使用Mlodflow辅助修复软件Moldflow CAD Doctor进行修复,使之更接近现实。
图1 手机壳模型
2 手机壳模具模流仿真分析
2.1 划分网格
有限元分析之前都需要划分网格,准确的网格划分决定了分析结果的准确性。网格越细越接近现实,当然要考虑计算机配置,不合理的网格划分可能要花费多倍的时间。根据产品的厚度为1mm,采用三角形单元初步划分网格为1.5mm,效果不太理想,进一步划分为1mm,网格统计的结果很好,自由边为0,交叉边为0,匹配率高达94%,不需要进一步细化网格,只需对边角处最大纵横比(>15%)的网格进行局部修改,修改后网格模型如图2所示。

图2 网格模型
2.2 选定注塑工艺条件和参数
手机壳是整个手机的支承骨架,对电子元器件起固定、承载和限位的作用,壳体塑件材料选(tai-da 6003)ABS。又因为手机壳体积小,表面不可以有浇口痕迹,所以选择点浇口对称式进浇方式,模具为三板模,小水口,考虑到效率一模可以做反向两腔,选择最大锁模力180kN、最大注射压力280MPa的注塑机。
机壳模因为精度要求高,选用镶块型,因此水路只能选用环绕型(如图3所示)。选择水为冷却介质,水温选择常温25℃,冷却水雷诺数为6000。
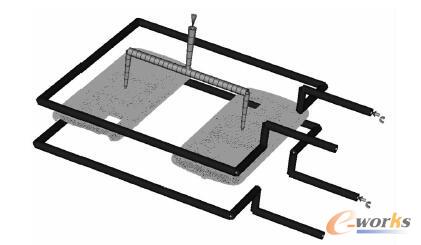
图3 浇道和水路
根据手机壳模具材料选择表面温度为50℃,熔体温度设定230℃,顶出温度设定88℃。要求顶出时塑件冷却完成,流道不必完全冷却,而流道刚好是最后冷却完成的,所以顶出时冻结百分比设成80%。根据选定注塑机螺杆直径40mm,冷流道的体积2.3141cm3,产品的体积9.7471cm3,塑料的固体密度1.0541g/cm3,熔体密度0.94933g/cm3,可以计算出注塑机的总行程10.65725268mm。考虑到注塑时分塑件和凝料(废料)两端所处螺杆在不同位置的速度是不同的(如图4、图5所示),确保塑料充满型腔且没有其他填充缺陷。
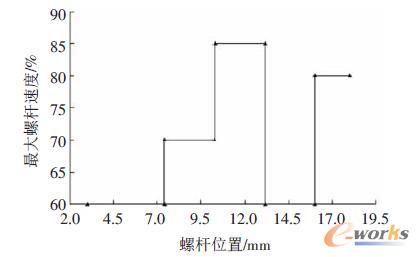
图4 螺杆速度与位置设定
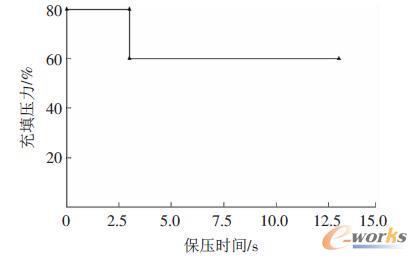
图5 填充压力与时间的控制
3 模流仿真结果分析
1)填充结果分析。填充时间是0.2594s,在同类机壳模中速度较快,从图的颜色可以看到塑料的流动情况,从浅到深色,问题常常出现在深红色的位置(如图6所示)。
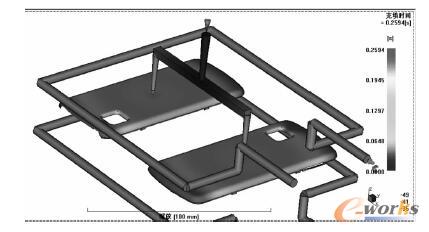
图6 填充时间
2)最大剪切速率结果分析如图7所示。局部最大的剪切速率是0.25MPa(Taida ABS材料允许的最大剪切速率是0.28MPa),填充后的2.169s时模型和流道应力都接近0,效果理想。同时还应结合冷却分析、速度切换时的压力、壁上的剪切应力等综合分析。
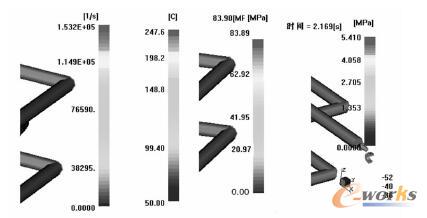
图7 剪切速率
3)体积收缩率结果分析如图8所示。体积收缩率最大处在两端和扣位,为0.6%(材料的收缩率是0.5%),变形量很小,两端可以依靠弹性变形和扣位结构拉回变形。此外还应考虑其会否影响外观,内部结构会不会影响装配等。
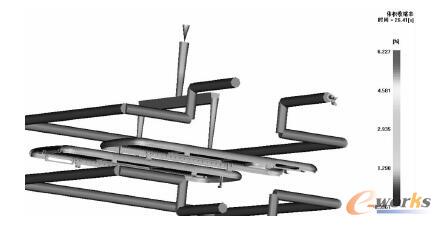
图8 体积收缩率
4)熔接痕结果分析如图9所示。熔接痕有两处位置,一处在内部的骨位不影响外观,另一处在枕位处,位于边缘且细小,很难分辨出来,可以忽略。
5)气穴结果分析如图10所示。气穴产生在塑件的边缘和中间的孔处,这是所期望的结果,因为孔处已经做成镶件,这样不仅易于加工,还解决了此处困气的问题。塑胶边缘的情况也类似,因为要保证加工精度把整个手机型芯做成模仁,所以不存在困气的问题,只是要求加工时特别注意ABS材料的溢边值是0.05mm。
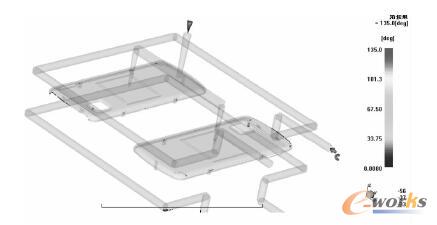
图9 熔接痕
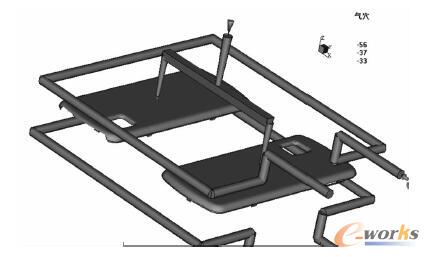
图10 气穴图
6)保压分析如图11所示。保压时的压力和时间影响产品的光泽度和是否产生缩痕和气痕。图中填充结束时的压力为83.34MPa,塑件质量符合要求。
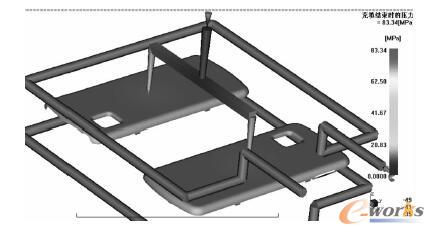
图11 填充结束时的压力
5 手机壳模具结构设计
通过以上仿真过程分析,发现浇注和冷却系统、注塑工艺参数不当是实际生产过程中产生质量问题的主要影响因素,这些因素优化好后,便可以应用UG软件的Moldwizard模块进行模具结构设计。
首先调入手机壳产品模型,确定拔模方向、收缩率、分型面等,接着设计镶块、型芯、滑块、斜顶、模架及其标准零部件,进行型腔布置、浇注系统、冷却系统、模具零部件清单设计,最终完成手机壳模具实体设计如图12所示。
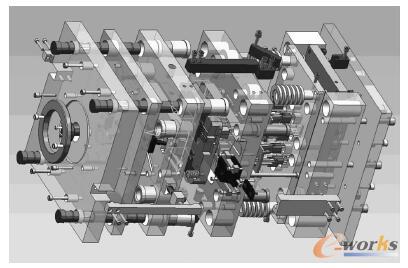
图12 手机壳模具实体
6 结语
通过三维设计UG软件,创建了手机壳的三维实体模型,再通过Moldflow对手机壳注塑过程进行可行性模拟分析,一方面发现实际生产中的问题,另一方面也通过分析,确定了注射工艺参数,方便调机。此外,要了解塑件的变形翘曲量和方向,看是否在能够接受的范围内,否则须进行工艺上的微调,避免潜在的制造缺陷,从而缩短模具生产周期,更快地向市场推出创新产品。
本文来源于互联网,e-works本着传播知识、有益学习和研究的目的进行的转载,为网友免费提供,并以尽力标明作者与出处,如有著作权人或出版方提出异议,本站将立即删除。如果您对文章转载有任何疑问请告之我们,以便我们及时纠正。联系方式:editor@e-works.net.cn tel:027-87592219/20/21。
 文章
文章
