本文为“2020年度中国智能制造最佳实践奖”参评案例。本次活动将评选出2020年度,为中国智能制造领域带来突出效益的最佳实践工程,全面介绍企业推进智能制造的步骤、重点与难点、获得效益等,分享建设过程中的经验,供广大制造业行业企业学习供鉴。
一、企业简介
浙江梅轮电梯股份有限公司(以下简称公司或梅轮电梯)始创于1978年,是一家集电梯产品研发、制造、安装及服务的国家级高新技术企业,上海证券交易所A股上市公司。公司产品包含客梯、货梯、医梯、观光梯、自动扶梯、自动人行道、立体车库及配套件,凭借40多年的精工品质,产品广泛应用于国内及海外各大场所。自2016年以来,公司响应国家号召投入巨资推动工业4.0战略升级,引进萨瓦尼尼全自动钣金生产线、中厚板生产线、控制系统生产线、机器人焊接生产线、全自动喷涂生产线等十多条世界先进的全自动生产线,具备年产电梯20000台以上,自动扶梯及人行道5000台的生产能力。总高138米的梅轮新试验塔可同时测试8台不同类型电梯及公交重载型自动扶梯,荣获CNAS国家实验室认证及特种设备生产A1资质,成为全国首批获得A1资质、专业化程度高、亚洲领先的电梯扶梯制造基地企业。

图1 浙江梅轮电梯股份有限公司
二、企业在智能制造方面的现状
近年来,公司积极顺应制造业与互联网融合趋势,信息化累计投入数千万,实现所有车间的网络全覆盖,建成400服务指挥中心和智能制造指挥中心2大管理指挥中心。依托PLM/PDM、ERP、EMP、钉钉、OA、BPM等信息系统,建立产品全生命周期的协同平台,保障数据流、信息流、资金流等状态的时效性及有效性,实现设计研发、生产制造、经营管理、售后服务、备件供应等各个方面的智能化管理。创新打造智能的电梯制造工业大脑,将智慧注入每一条生产线,实现产线之间互联互通,生产过程自主控制。利用大数据分析和处理技术,将用户需求提前导入至产品设计研发阶段,从源头提升产品品质,向市场推出真正满足用户需求的电梯产品。梅轮电梯云维保管理平台打破传统的困人救援模式,平台智能识别最佳可用资源并在线下发工单,困人救援更及时。
三、参评智能制造项目详细情况介绍
1.项目实施与应用情况详细介绍
1.1 项目目的
(1)通过5G技术搭建生产设备数据采集网络,实现车间生产设备数据采集,建立起完整的生产设备监控及预警体系,对企业生产过程进行在线实时监控。
(2)运用信息技术手段辅助生产管理业务,汇聚分散在各处的生产数据,实现企业生产管理的高效和精准,为工厂的管理层提供决策支持,构建一体化和智能化生产管理平台。
1.2 项目范围
中国浙江省绍兴市柯桥区梅轮电梯柯桥工厂、施塔德工厂。
1.3 项目需求
(1)工厂数据采集
设备数据采集:基于5G网络从设备PLC中采集重点设备状态数据,并传递、存储至系统中,满足设备实时监视与预警,为生产管理、运营决策提供分析依据。
能源数据采集:基于5G网络从工厂的电表采集电消耗数据,从工厂的空压表采集空压消耗数据,满足生产能源实时监视和分析报警等功能需要。
系统集成通信:通过与ERP和中新系统数据对接,获取产品、计划、人员等相关信息,并与生产、设备、能源等数据进行关联,实现数据的融合、加工并分析,为生产管理、运营决策提供分析依据,实现高效管理、精准决策。
(2)数据中心实时监控
生产实时监控管理:通过与ERP和中新系统集成导入生产数据,能够对生产关键KPI数据进行实时调用展示,实时呈现生产情况、客户订单的完成情况,在以销定产的生产模式下,更好的制定生产计划和管控计划执行。
设备实时数据:基于设备数据采集结果,实时显示车间的设备运行总体状态,也可分画面显示每个车间对应的生产线的设备运行状态,实时显示产线上各工序设备的关键运行数据。
运维实时数据:通过与远程运维系统集成导入运维数据,实时显示远程的电梯运行总体状态,也可分画面实时显示每个电梯对应的运行状态、关键运行数据。
质量实时数据:通过客户端将来料质检不良数量和状态等导入系统中,数据中心显示各主要来料品种的合格率、不良率等。
人员出勤与作业:通过与HR系统集成,实现各车间人员出勤状态、作业时间,同时通过后台与生产数量统计生产效率等。
库存实时数据:通过与ERP系统集成,实时反映在线库存物料数据与库存指标,为生产库存改善与提升提供分析依据。
能源数据实时展示分析:基于能源数据采集结果,能够对“电、气”进行实时调用展示,通过柱状图、饼状图等能够展示能源数据的瞬时值、累积值、历史曲线,最大值和最小值、能源的异常损耗。
(3)车间实时看板
设备实时监控:对设备的效率、MTTR、MTBF等做实时的监控,对设备的实时状态能够展示,对于设备异常情况能够实时发送预警。
生产实时监控:对各车间生产关注的产量、计划完成率、人均生产效率、实际生产节拍等指标进行实时的展示,同时展示各车间每日计划完成率趋势对比。
物料实时监控:展示关键物料库存与成品库存出库的总体情况,同时对关注的齐套率和质检结果进行展示。
(4)设备实时监控
设备状态监控:对设备的停机、运行、故障等实时的监控,并展示设备的实时状态,对于设备异常情况能够实时发送预警。
设备管理:支持生产节拍、产线效率计算、MTTR、MTBF分析、历史趋势分析、异常筛查等。
(5)预警推送管理
设备出现异常情况实时预警和报警,数据中心大屏显示预警信息,通过3D仿真图查看,能够展示预警设备和预警原因,可对预警进行分级,并统计分析,生成相应的统计报表。
根据报警信息的种类和分管责任人,采用分级的推送机制,将报警信息实时推送至相关人员的移动终端。
(6)数据服务集成
ERP集成:同步产品基础数据、物料领料上线以及物料消耗、成品交付数据。
HR集成:同步HR系统人员分组信息与出勤信息等。
中新集成:同步生产计划相关的信息。
(7)大数据综合分析
依据系统收集的数据,提供丰富的报表统计、分析和查询功能,包括各类生产报表(车间库存报表、产量日报表等)、设备报表(设备效率、异常统计报表、异常筛查报表、设备报警统计报表等)、能源报表(能耗车间分析报表等),形成柱状图、饼状图、折线图、甘特图、分类汇总表等多样化的显示形式,满足各种管理需求,为管理者提供决策支持。
(8)生产模型管理
产品与物料主数据:产品主数据(产品名称/型号/规格等)、物料主数据(产品关联的物料种类/名称/型号/自产/外购等)可来自外部的第三方系统或手工EXCEL导入。
工艺路线:工艺路线与产品、工单绑定,通过扫码实现报工和业务流程管控,通过采集对应工序设备参数,为后续生产进度跟踪提供基础数据支撑。
产线管理:提供产线信息的新建、修改、查看,主要用于工单下达、作业活动跟踪。
班组管理:提供班组信息的新建、修改、查看,主要用户工单计划下达、产能分析、人员调配管理。
(9)生产计划管理
订单接收:与中新系统集成,定期获取订单信息以及BOM信息、生产工艺路线。
工单分解:根据工单、BOM以及工艺,协助生产管理人员将订单分解为各工序订单。
工单下达:根据分解的工序工单,将工单下达至各工序生产现场,下达方式为工单打印或APP查看。
工单调整:可对生产计划进行启动、分解、停止、结束、移交等操作。
(10)生产执行管理
生产进度管理:可随时通过看板、现场终端等方式查看任务进度并调整生产任务。
过程异常信息提报:提供异常信息登记上报,对产品不良现象、不良代码信息维护,实时记录批次、工段工序、设备等不良信息以及检验结果。
(11)生产报工管理
工单物料反馈报工:生产工单完成后,记录生产完成时间、物料消耗信息和完工数量,并进行完工和物料消耗的反馈。
半成品报工:半成品的最后一道工序作为完工点,进行半成品完工扫描。
成品报工:成品下线扫描后,自动调用相关接口实时报工。
(12)移动端应用
按生产管理需要将PC端的部分功能在移动端APP进行实现,支持的移动端系统为Andriod。
设备模块展示OEE、MTTR、MTBF信息,展示停机及报警汇总。
生产模块展示日计划完成率、月计划完成率、清单率、产量、人均生产效率、平均周转天数、实际生产节拍信息。
物料模块展示关键物料库存及线边库库存信息。
能源模块展示电量消耗、空气消耗信息。
质量模块展示检验合格率信息。
报警提醒实时接收并以列表的方式展示报警提醒信息。
1.4 项目应用情况
(1)厅门自动生产线
厅门生产包括2条生产线:萨瓦尼尼厅门线和厅门专机生产线,均采用自动打胶机、机器人装配加强筋、自动碰焊机、加强筋自动铆接机(压胶)、机器人堆垛、AGV搬运、机器人喷涂线,实现了全线的无人作业。全线借助精准的伺服PLC控制系统、多层料塔自动取存料系统、产品尺寸监控系统及设备运行监控系统,基于5G网络实现各单元的有效通信和传输,数据自动导出,生产管理人员及操作人员可实时监控及掌控设备的运行状态及生产进度,生产过程及设备状态均可追溯,实现生产过程工业互联及生产管理智能化。
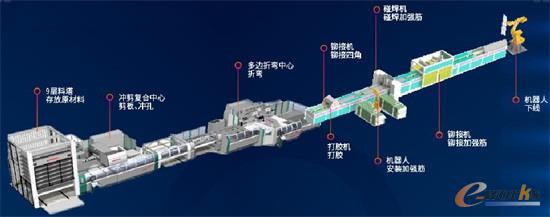
图2 萨瓦尼尼厅门生产线模型图
(2)轿底顶剪冲折柔性生产线
全线共计4台瑞士ABB机器人,分别与数控剪、数控冲、数控折联动作业,通过2台AGV小车进行物料搬运周转,利用MES来进行数据信息的流动,从而贯通三台数控设备。全线借助精准的伺服PLC控制系统、多层料塔自动取存料系统、机器人剪板/冲孔/折弯控制系统、AGV控制系统、打码扫码系统、产品尺寸监控系统及设备运行监控系统,基于5G网络实现各单元的有效通信和传输,数据自动导出可视化显示,设备及产品状态均可追溯。借助可编程控制逻辑单元及总线控制系统实现生产线数字化控制及智能诊断,最终实现生产线的自动运行与监控,有效提高设备的可操作性和安全性。
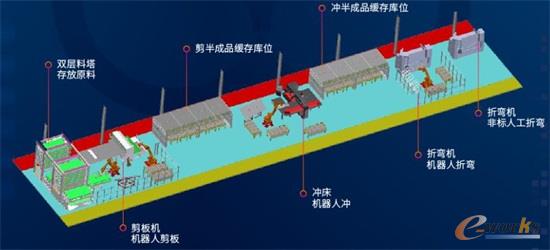
图3 轿底顶剪冲折柔性生产线模型图
(3)厚板生产线
厚板生产有2条生产线:厚板剪冲折生产线和厚板机器人焊接工作站。
厚板剪冲折生产线,前端连接70层立体料库,采用自动滚筒线流转,并设置剪冲、冲折缓冲区。7.6米高的双塔立体料库,为激光切割机及剪板机自动输送原材料。加工设备、机器人与人工联动作业,真正的实现“零周转与零搬运”的精益生产模式。
厚板机器人焊接工作站,共2台瑞士ABB机器人作业,4个焊接工位,可满足6类产品上线焊接,全程只需1名操作工上下工件,机器人自动装夹焊接,焊接的同时人工无需等待。
全线借助精准的伺服PLC控制系统、多层料塔自动取存料系统、机器人折弯控制系统、产品尺寸监控系统,基于5G网络实现各单元的有效通信和传输,数据自动导出可视化显示,生产管理人员及操作人员可实时监控及掌控设备的运行状态及生产进度。

图4 厚板剪冲折生产线模型图
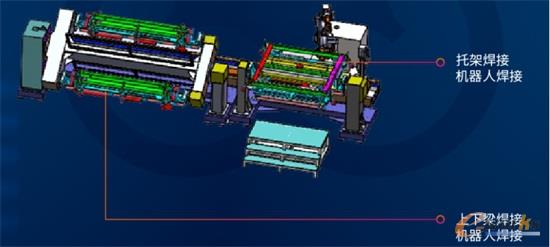
图5 厚板机器人焊接工作站模型图
2.效益分析
(1)在厅门专机生产线,产品加工精度≦0.3mm,质量大幅度提升;生产效率提高50%;实现“一件流”的精益生产模式,彻底杜绝搬运、等待等浪费现象的发生。
(2)在轿底顶剪冲折生产线,既可满足流水作业模式,按照节拍式生产,亦能满足单元化作业模式,按BTS式生产,效率提升15%,产品加工稳定性提高了20%,轿底顶半成品精度≦0.3mm,折弯精度≦40′。
(3)在厚板剪冲折环节,真正的实现“零周转与零搬运”的精益生产模式,效率提升18%,产品加工精度0.5mm,折弯精度30′。
(4)在厚板焊接环节,全程只需1名操作工上下工件,机器人自动装夹焊接,焊接的同时人工无需等待,平均节拍12min,效率提升22%,加工覆盖率可达85 %,机器人焊接精度高,产品质量比人工焊接更加稳定可靠。
(5)彻底解决了设备迁移不方便的痛点。产线调整引起有线联网重新部署,且随着时间的推移,有线线路会老化,存在生产及信息安全隐患,5G提供了超大连接能力和超大容量的设备互联。
(6)有效解决了网络时延带来的质量损失。由于电梯生产过程中操控类程序精准要求高,一旦时延过长,可能造成生产事故,5G+工业互联网平台的部署完全满足生产线闭环时延的要求。
本文为e-works原创投稿文章,未经e-works书面许可,任何人不得复制、转载、摘编等任何方式进行使用。如已是e-works授权合作伙伴,应在授权范围内使用。e-works内容合作伙伴申请热线:editor@e-works.net.cn tel:027-87592219/20/21。
 文章
文章
