本文对飞机总装配、部件装配工艺设计的内容和工作程序、部件对接各种形式的特点及其以模型为核心的装配工艺规划进行介绍;在协同制造系统中BOM划分由顶向下进行,先进行总体规划,再进行详细设计的BOM重构过程进行了研究探讨。
数字化技术应用使飞机设计制造模式产生巨大变革,美国波音公司在787新型客机研制过程中,全面采用了将三维产品制造信息与三维设计信息共同定义到产品的三维数模型中,建立了三维数字化设计制造一体化集成应用体系,开创了飞机数字化设计制造的崭新模式,保证了波音787客机的研制周期和质量。
经过多年的努力,飞机数字化三维装配工艺设计技术研究也取得较快进展,实现的主要技术途径可以概括为二类:一类是以DELMIA软件为主进行定制开发,结合三维轻量化软件实现基于轻量化模型的工艺设计及现场可视化装配;另一类是基于协同平台开发以模型为核心的三维数字化工艺设计。
构型是产品某特定构型在产品生命周期中不断演变的动态过程,并以不同的视图展现出来,不管是EBOM,PBOM还是MBOM,它们均是同一产品构型的不同的视图表示形式,BOM重构与三维数字化工艺设计密切相关。
1 总装配工艺设计
1.1 内容
飞机总装配是把已制成的飞机结构部件进行对接,在机上进行各种功能装置和功能系统的安装、调整、实验及检测,使飞机成为具有飞行功能和使用功能的完整的整体。
1)飞机结构部件的对接及对接后整流部分的安装,功能装置的安装、调整,各功能系统的安装;
2)各功能系统和装置的调整试验及检测。
1.2 特点
飞机总装配的特点是:
1)手工操作是飞机总装配作业基本方法,工厂已采用机器人进行机翼和机身对接工作,但自动化、智能化仍是努力的方向;
2)飞机总装配涉及的工种多、专业性强,而且专业间接口多、交叉多、综合程度高、技术复杂,要有不同专业的人共同完成系统的安装、调试、检测和联试工作;
3)协调关系复杂是飞机总装配的技术难点,可采用三维仿真解决空间协调问题;
4)功能调试是总装配工作的重点;
5)高完整性要求是飞机总装配的基本任务。不能漏装或错装任何一个装配组件,不能漏测、漏检、错检任何一个性能参数;
6)严格检验、严格操作是确保飞机高质量、高可靠性要求的重要依据,要严格控制多余物;
7)缩短飞机总装配周期是缩短产品总周期的重要途径。
2 部件装配工艺设计
2.1 内容
部件装配工艺设计是为部件装配提供工艺技术准备,它贯穿于飞机设计、试制及批生产的全过程。主要内容包括以下几个方面:
1)装配单元的划分;
2)确定装配基准和装配定位方法;
3)选择保证准确度、互换协调装配工艺方法;
4)确定各装配元素的技术状态;
5)确定装配过程的工序、工步的装配顺序;
6)选定所需的工具、设备和工艺装备;
7)零件、标准件、材料的配套。
2.2 部件装配工艺设计的主要工作
1)装配协调方案;
2)装配协调图表;
3)指令性状态表;
4)互换替换技术条件;
5)工艺装配设计技术条件;
6)零件交接状态表;
7)装配指令;
8)装配厂房平面工艺布置图。
2.3 部件装配工艺设计的工作程序
部件装配工艺设计从产品设计阶段开始,并经历研制试制前的工艺准备、研制试制生产、小批生产、大批生产的全过程。它的工作既有阶段性,又有连续性。既有先后次序,又有平行交叉。
3 飞机部件对接及其关键技术
飞机部件对接是把构成飞机基本结构的各部件连接在一起,形成整个机身、机翼或整个飞机部件。对接工作视各种机型的具体结构和任务分工不同,可以作为部件的继续,也可以作为总装配工作的一项重要内容。
3.1 部件对接包括:
1)机身各段的对接;
2)机翼各段的对接;
3)机身与机翼的对接;
4)机身与垂直尾翼及水平尾翼的对接;
5)各操纵面与定翼面的对接;
6)各类承力整流罩对接。
3.2 部件对接方案的主要内容
1)基准部件的选择;
2)对接顺序的确定;
3)对接定位基准及定位方法。
常用对接定位基准为:水平测量点、对接面(含孔)或接头连接孔及定位导销孔、部件或部段件的外形。
常用对接定位方法为:分离面上的高精度孔和连接孔用导销定位;水平测量法,通过水平测量点将基准部件调平,通过测量将待对接的部件或部段件调整到正确位置后,与基准部件连接;采用对接型架定位;用固定到基准部件对接面、接头孔等结构上的安装量规或安装夹具来定位对接部件或部段件;上述各种定位方法综合使用。
采用柔性对接系统进行精加工及对合。飞机柔性装配:它与数字化技术、信息技术相结合,形成了自动化装配技术一个新领域。采用激光测量技术、柔性托架自动控制技术、移动式高速加工技术、协同控制技术、精度场和准确度分析等先进技术的采用柔性对接系统,可实现飞机部件自动校准、柔性对合装配以及机身、翼面类部件的精加工等工作。
4)工装的选择和要求
对接用的主要工装有对接型架、对接平板、对接车、托架、吊挂、对接安装量规、夹具、模型和工艺接头。
3.3 飞机部件精准对接关键技术
飞机部件精准对接主要工作是部件定位、部件连接,它是决定飞机整体质量的关键环节。飞机对接过程中部件的定位精度,是决定飞机外形、整体气动性能的关键。传统对接工艺已经不能满足飞机的要求,必须应用新的工艺方法和技术来提高部件对接定位的精度。
1)测量辅助装配工艺方法
测量辅助装配法就是依靠测量系统来辅助部件的定位,基于装配对象的数字模型,同时在装配过程中对装配对象进行实时测量,由获得的数字量位置信息来指导定位和调整,保证对接工艺。
该工艺方法主要包括两点内容:
a)测量、定位的基准体系。与传统的刚性基准体系完全不同,它采用虚拟的基准体系,测量、定位的基准体系是数字量、柔性化的基准体系。
b)部件对接工艺过程的数字化控制。应用测量辅助装配工艺部件的定位、移动都是可调整的,在数字量的测量、定位基准体系下,测量到定位为数字量传递,因此,进行定位、移动调整要采用数字量输入、输出控制,具体是采用模块化设计的机械传动装置、应用计算机控制、数字伺服等方式,实现定位的数字化控制。
2)飞机部件精准对接系统的组成
该系统主要由3部分:即机械传动装置(定位器)、测量系统、控制系统组成。
4 以模型为核心的装配工艺规划
4.1 EBOM、PBOM和MBOM的转换
数字化条件下制造部门技术人员在EBOM(Engineering Bill Of Material,工程物料清单)基础上,结合工艺计划部门给出的工艺组合件而形成的结构树称为PBOM(Planning Bill Of Material,工艺物料清单),在PBOM基础上,依据工艺分离面划分原则,重新定义产品零组件结构关系,建立以装配为主线的工艺树形关系结构,形成MBOM(Manufacturing Bill Of Material,制造物料清单)。MBOM重构流程,见图1所示。
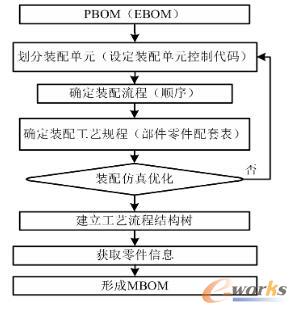
图1 MBOM重构流程
4.2 以模型为核心的装配工艺规划
在系统中BOM划分由顶向下进行,先进行总体规划,再进行详细设计。按照工厂的生产实际和工艺要求对设计BOM进行适当调整,形成新的BOM结构的过程,其中包括PBOM划分与MBOM划分。
5 结论
通过分析飞机总装配工艺设计、部件装配工艺设计的内容和工作程序、部件对接各种形式的特点、装配工艺规划,旨在研究和优化数字化条件下的装配流程,基于统一的协同研制平台,更好适应飞机装配数字化生产模式和构型数据组织管理。
本文来源于互联网,e-works本着传播知识、有益学习和研究的目的进行的转载,为网友免费提供,并以尽力标明作者与出处,如有著作权人或出版方提出异议,本站将立即删除。如果您对文章转载有任何疑问请告之我们,以便我们及时纠正。联系方式:editor@e-works.net.cn tel:027-87592219/20/21。
 文章
文章
