钢铁行业已进入激烈竞争的时代,信息化作为管控工具,通过订单把企业各项活动有机地整合起来,快速应变市场和实现敏捷制造,已经成为钢铁企业的必然选择。
由于钢铁行业生产的特殊性,通用的ERP系统难以很好地完成客户合同到机组作业计划的转化,某公司引入PSI公司的高级计划排程系统,变过去人工排产为动态排程,随时掌握合同占用产能情况,取得工序链能力的最大利用,并通过对信息流和物流实时跟踪处理,消除多因素影响而造成生产计划难以控制的情况,实现了面向订单组产下的计划动态优化。
1 钢铁行业的生产特点
钢铁行业属于流程与离散相混合的生产类型,其生产过程在不同工序呈现不同特征。如板带生产,在炼钢和连铸环节,废钢、铁水、合金等原料经过连铸成坯,属于典型的流程型生产方式;在轧制和加工环节,又逐渐转为离散型生产方式,钢卷经不同的精整工序,最终以卷或板下线交货,逐渐形成一个扩张的产品流。
在这种混合型模式下,钢铁产品也兼有离散和流程制品两者的特点产品间的区别通常反映在属性或特性值的不同,如钢种、规格或强度等;此外产品各属性值的类型决定了其属性值的多元性,钢铁产品均存在多个质量判定等级,并可以在不同等级间调整、改判,这一点也不同于离散型行业质量判定方式。
2 MTO生产方式的客观要求
钢铁行业生产的特殊性和产品的复杂性,要求企业快速响应客户对钢材品种、规格、性能等属性多样化的要求,对产品质量、交货期、批量的特殊要求,并进行低成本高质量的生产。
2.1 生产计划的柔性
针对企业内外因素的变化,企业应使生产活动在时间和空间的各环节相互配合,以柔性生产计划实现面向订单的生产。
2.2 各级计划的协调性
订单变更时生产计划动态一致,能够根据订单变更和企业内部因素加以修改、调控。
2.3 生产组织的经济性
要求按批量组织生产。炼钢与连铸按浇次组织:加热炉热坯、冷坯混装;热轧、冷轧以一个轧制计划为单位,满足工艺设备约束条件和跳变规则。
2.4 计划与合同的统一
实现面向订单生产MTO的要求,其内容主要为:
a.生产经营计划。根据经营目标、市场预测、获利分析、生产能力等编制年、月的经营目标计划,确定产品组合和盈利水平,形成销售、生产、物料需求、原料采购计划,以实现供产销的有效平衡。
b.主生产计划。针对产线和物料的月或周生产计划,据此将销售合同转换为生产订单,通过CTP(Capacity To Promise)能力或ATP(Avialble To Promise)可用性检查,快速确定交货周期,并把订单传输给下一层。
c.生产订单计划,即针对合同的计划。根据主生产计划传来的订单按照规则分配给各工序,然后把信息上报给能力计划层,并保证生产连续性和交货期要求。
在生产订单计划层,产品质量设计和建立工艺控制参数,是满足订单生产和质量控制的前提。合同处理完毕,根据交货期和工艺途径决定产品在每一工序的生产日期。
为减少余材产生,需要对小订单进行归并。对一个核发的生产订单,建立规格、材质与成品、半成品或原料的对应关系,平衡确定该订单的原料量,然后对净需求进行材料申请。
d.能力计划。设计机组可用的能力,并把负荷平衡及订单信息提供给计划层。通过生产计划和调度可以提高设备生产率。
e.作业计划。根据订单计划每天对各产线进行生产排序,然后把生产信息上报;作业计划层由生产调度具体组织。
3 某公司新区信息化系统结构
某公司新区一期钢年生产能力565万t,装备为360m
2×2烧结机、4000m
3×2高炉、300t×2转炉、2台双流板坯连铸机、1条2250mm热连轧线、1条2130mm冷连轧线、2条热镀锌线、1条连续式退火线以及配套的公辅设施等,产品用于汽车、家电、建筑等行业。
该计划系统采用了四级架构,基本结构如图1所示。
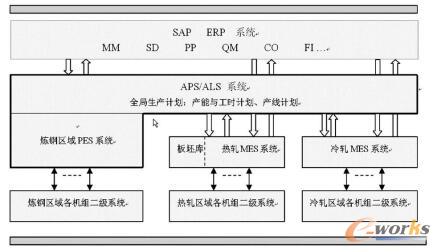
图1 某公司信息化系统总体结构
公司ERP采用SAP系统,主要承担中长期计划、月度计划和合同转换功能。L3系统分为两部分:一是计划和排程系统,负责编制和调整生产计划,包括APS(高级计划系统)和ALS(机组高级排程系统);另一部分是MES系统,负责物流跟踪和生产管制、生产指令下达和实绩收集上传,以及与L2、EMS(能源管理系统)、LES(物流管理系统)、QS(检化验系统)等系统的通讯。
从计划功能看,SAP负责公司资源整体优化和控制,根据MRP逻辑确立产销关系;高级排程系统按照SAP下发的生产订单链,完成有限产能与多项约束条件下机组作业的组织和优化;MES负责从ALS接受生产计划并生成相关参数后下发给各机组L2系统。
通过SAP系统内销售(SD)、生产(PP)、质量(QM)、成本(CO)等标准功能与PSI生产计划排程、MES功能的结合,公司经营目标、生产计划、作业计划的整体联动,形成各专业一体化管理,快速满足客户多样化需求。
3.1 高级排程系统的计划过程
高级排程系统中APS、ALS、热轧MES系统与炼钢L3系统的PES紧密集成,在上游炼钢和下游冷轧及产品、工艺、设备、产能的约束下,系统根据工厂模型对订单求解、进行作业计划编制和实时调整,其基本逻辑如图2所示。
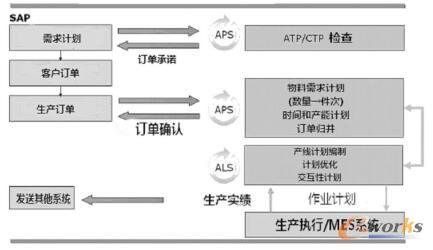
图2 高级计划与排程系统基本逻辑
在此系统结构中,SAP主要完成客户订单录入、MRP运算并生成订单链下发APS系统,APS系统完成ATP与CTP检查后,对订单链进行交货期、生产量确认和生产计划编制,然后由ALS完成热轧机组生产作业计划编制。
3.2 高级排程系统的主要功能
a.按订单链组产。
某公司新区高级计划系统完整实现了按SAP下达的订单链,按时、按质、按量进行组产,形成客户需求柔性和内部刚性组产的结合,全线从炼钢开始,不同的产品订单链长短也不同。
热轧卷:连铸—热轧。
热轧精整:连铸—热轧—热轧精整。
连退卷:连铸—热轧—酸轧—连退。
镀锌卷:连铸—热轧—酸轧—镀锌。
整条订单链中任何环节的执行、产出、判定和脱单、挂单都同步更新,系统会根据内置逻辑重新计划排产。
b.APS计划的平衡和优化。
APS作为高级计划器,主要根据工厂日历、机组利用率、产品产能、工序间传搁时间以及不同订单的生产组合策略,对各生产线的生产计划进行动态综合协调和优化,并将交货期预测结果上传SAP。
(1)工厂日历。
用于设定所有设备的可用工时,主要包括可用能力值、机组日历作业率、产品组合设置等,表1为某年关键生产机组日历作业率。由于市场因素,四季度机组作业率波动大。机组作业率和停机时间决定机组可用的生产时间。
表1 机组作业率

(2)工序传搁时间。
在板带生产过程中,不同产品生产、冷却、清理以及检验环节的传搁时间对生产组织和交货期有重要影响,表2为部分板坯清理和轧后检验环节的时间。
表2 工序传搁时间
(3)产能占用。
对于板材的生产,不同产品宽度、厚度对产能有着重要影响,某公司2250mm热轧线产能关键因素,可根据MES系统收集的纯轧制时间进行计算,分钢种、规格进行分析,见表3。
表3 某典型产品部分规格产能占用
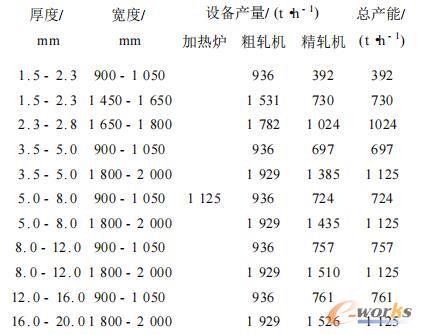
对于该品种,加热炉、粗轧机、精轧机产能各不相同,整体产线的最终产能取决于各设备最小产能。
(4)工厂模型与算法管理。
主要功能是在合同交货期、各工序机组生产能力等条件下,生成订单生产周期。
在APS高级排程系统里,首先将相关机组、物料、订单等通过标准对象模型定置后形成工厂模型,如产能涉及工厂日历、机组效率、不同品种生产时间等因素。当生产订单下达后,系统根据配置的算法,对订单链进行优化求解,从而确定生产时间以及交货期。
算法管理器是整个系统的核心。利用类似宏的形式定置多种算法,可实现多种情形的模拟计算和优化,图3为系统对当月订单运算后预排的综合作业计划,甘特图表示订单的安排进度,柱状图表示各机组的产能占用。
c.机组作业计划与跟踪。
某公司新区炼钢、连铸、板坯库、加热炉和热轧各系统间高度协同,除少数需要冷装或非计划产出外,均可实现连铸热轧间的直装轧制、热装热送及热装与冷装的混合轧制。
冷、热轧机组作业计划编制在ALS系统中完成,炼钢作业计划编制由ALS与PES系统联合完成,影响过程的主要因素包括产品数量、交货期、质量、重量以及产品工艺要求等。
炼钢计划和炉次跟踪建立在炉次工艺路线和各机组冶金工艺设定基础上,热轧作业计划中考虑宽度/厚度跳变、温度跳变、换辊周期等约束条件。
ALS不仅用于编制机组作业计划,同时也是一个与L2、L3实时通讯的作业控制系统,作业计划下达后,利用甘特图等工具,计划员实时掌握现场订单执行和交货情况,并利用计划权限,实时调整或重新编制计划,将计划与管控紧密联系在一起。
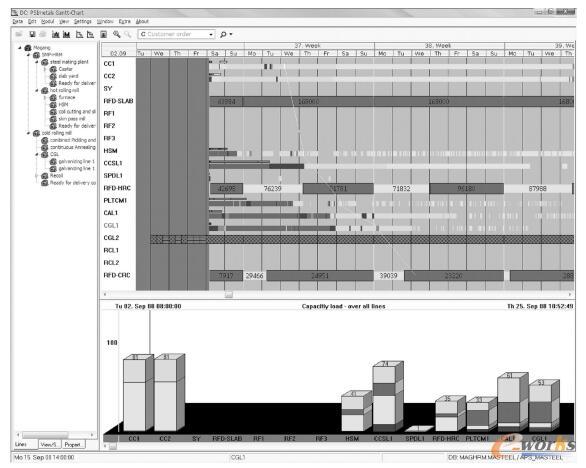
图3 综合作业计划
4 结束语
钢铁企业信息化产品和工艺技术复杂。基于ERP环境的高级排程系统,与多个系统存在着业务逻辑、主数据定义和数据交换关系,还要实时处理生产变化等异常情况,从整体上对业务逻辑进行规范和优化,才能充分地发挥计划系统的作用。
高级排程系统在计划编制中,着重考虑交货期、库存以及设备、工艺约束条件,通过工厂模型和算法管理器实现月度计划与机组作业计划的优化与匹配,并形成炼钢、热轧和冷轧计划的一体化。
某公司高级排程系统与SAP集成,实现面向订单组产模式下的计划动态优化暨产能与订单结合,系统处于稳定运行阶段,取得了较好的经济效果。
本文来源于互联网,e-works本着传播知识、有益学习和研究的目的进行的转载,为网友免费提供,并以尽力标明作者与出处,如有著作权人或出版方提出异议,本站将立即删除。如果您对文章转载有任何疑问请告之我们,以便我们及时纠正。联系方式:editor@e-works.net.cn tel:027-87592219/20/21。