本文介绍了英威腾整体解决方案在编织袋套色柔板印刷机的应用案例,该方案使用英威腾VS系列HMI+AX70中型PLC+DA200伺服+伺服电机+GD20变频器,具有完整支持 IEC61131-3编程体系、支持 EtherCAT现场实时总线和凸轮同步控制等优点,通过该方案可进一步提高柔版印刷机的生产速度,提升套色精准度和操作交互易用度。
一、引言
进入20世纪80年代后,柔版印刷技术有了迅速发展,目前柔版印刷品的质量已达到或接近平版胶印或凹印水平,因此在包装印刷中得到广泛应用。现在在工业发达国家,柔性板印刷在包装印刷中已占据主导地位。
目前老式编织袋印刷机通过机械方式同步印刷辊与牵引辊,变更不同印刷尺寸时需要更换不同直径的印刷辊。这种老式的编织袋印刷设备有机械成本高,印刷尺寸选择少,设备操作人员更换印刷尺寸花费时间长的缺点。
本文中的编织袋柔印印刷设备通过英威腾AX70中型PLC电子凸轮功能控制伺服驱动牵引辊和印刷辊做位置同步运动,达到不用更换印刷辊与牵引辊印刷出任意尺寸的编织袋产品的效果。此方案节省了设备机械成本,印刷尺寸灵活,大大减小了更换不同印刷尺寸与图案的操作时间与操作难度。
编织袋材料具有弹性大、易拉伸的缺点,在材料加速和减速过程中材料会有不同程度的变形容易产生印刷套色的偏差。加上印刷辊负载惯量大,只能通过缓慢加速和减速进行启动停止。按照一般电子凸轮的控制方式,牵引轴需要在印刷辊停止的状态啮合,然后印刷辊与牵引辊一起再缓慢加速到运行速度,这个过程会导致加速和减速过程套色精度的偏差过大,造成废片。
为解决这一难点,英威腾通过程序优化使得印刷辊加速与减速的过程不进行印刷,在印刷辊加速到生产速度后,牵引辊再同步送料进行印刷动作,避免了加减速过程中套色偏差。同时,采用高精度色标传感器在100米/分钟的运行速度下精准对标调节。
二、编织袋套色柔版印刷机工作原理及介绍
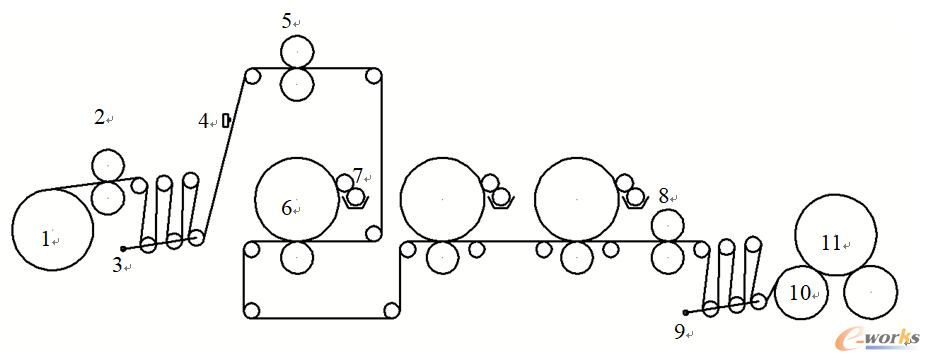
机械结构示意简图
1、设备整体
编织袋套色柔版印刷机的部件包括:放卷架、放卷辊、屯料缓冲机构、色标传感器、前牵引辊、印刷辊、传墨辊、后牵引辊、屯料缓冲机构、收卷辊、成品(如图1中1-11)

放卷动作
2.放卷动作介绍
放卷部分由放卷变频器、屯料机构、屯料电位器和纠偏系统组成。
为配合不同料长和印刷版长,牵引辊的动作速度为同步速度-加减速-同步速度。需要屯料机构平缓放料动作,使得放料变频器匀速运行。屯料机构动作中反馈模拟量信号给控制器,控制器PID计算后,调节变频器频率,使得屯料机构始终运行在模拟量信号范围内,保持放料张力的稳定。
纠偏系统为外部独立系统,根据料边位置反馈控制电机左右移动放料料卷,控制放料边对齐。
牵引动作
3.牵引动作介绍
牵引部分分为前牵引与后牵引两个伺服轴。
牵引轴根据不同的料长与印版长度按照规划的电子凸轮动作。牵引间张力控制时通过设置后牵引凸轮从轴比例实现,使得后牵引运行速度比前牵引略快,给与牵引间的编织袋一定的张力。
印刷动作
4.印刷动作介绍
印刷辊跟随主轴做同步动作,以匀速运行为主。每个印刷辊有一套匀墨辊与传墨气缸和压印辊。
柔性印刷版粘贴在印刷辊上,由传墨机构将油墨传送到柔性印刷版上,再由印刷版印到料上。
收卷动作
5.收卷动作介绍
收卷部分由收卷变频器、屯料机构、屯料电位器组成。
为配合不同料长和印刷版长,牵引辊的动作速度为同步速度-加减速-同步速度。需要屯料机构平缓收料动作,使得收料变频器匀速运行。屯料机构动作中反馈模拟量信号给控制器,控制器PID计算后,调节变频器频率,使得屯料机构始终运行在模拟量信号范围内,保持收料张力的稳定。
三、英威腾整体解决方案
1.方案介绍
本方案采用AX70中型PLC、DA200伺服、VS触摸屏、GD20变频器全套英威腾电气产品。
AX70中型PLC与伺服通过EtherCAT高速总线进行同步控制。AX70中型PLC与触摸屏通过EtherNet通讯,100M的高速通讯速度使得触摸屏交互使用更加流畅。
变频器频率由AX70中型PLC通讯修改伺服驱动器模拟量输出口进行控制,提高了变频器频率响应速度,同时节省了电气成本。
2.系统拓扑图

3. 电气选型

4.现场电气柜图
四、方案特点
1.满速印刷功能
以前的编织袋套色印刷系统,使用单个凸轮曲线进行规划不同来料长度和印刷版长的动作,只能在印刷辊停止的状态进行凸轮啮合。再由于印刷机特性限制:一、辊机械惯量较大,只能缓慢从0速加速到生产速度。二、编织袋为大拉伸弹性材料,在不同速度下会有不同的位置偏移。使得加速段与减速段印刷偏差过大,造成废片、浪费印刷材料。
现在使用英威腾AX70中型PLC凸轮同步控制功能,可以使印刷辊与编制袋在印刷过程中始终处于同一生产速度,避免在加减速段照常印刷套色偏差,且在最高120米/分钟生产速度下,全程套色偏差<0.8mm。
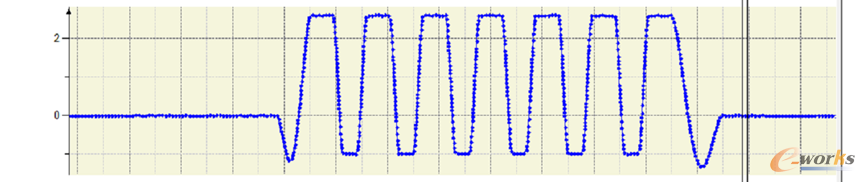
在印刷辊进入生产速度旋转3圈上墨后,牵引运行加速凸轮,直接加速到生产速度同步印刷。停机减速时,牵引运行减速凸轮,直接脱开印刷。然后印刷辊再减速停止。
印刷辊与牵引辊启停动作位置与速度曲线
2.牵引等待段印刷辊加速功能
印刷辊在牵引停止等待阶段进行加速运行,使得在不影响印刷效果的情况下加快了设备整体运行速度。在同等印刷同步速度下,最高能提升30%的生产速度。
印刷辊与牵引辊等待加速动作位置与速度曲线
3.牵引满版倒退功能可设最小倒退速度
在满版印刷时需要牵引轴带着材料倒转。由于编织袋易被拉伸的材料特性,倒转可能倒转编织袋变形。现采用限制最大倒转速度的方式,减小了倒转距离,减小了编织袋拉伸。
牵引倒转限速曲线
牵引倒转无限速曲线
4.色标伺服DI捕获功能
在满版印刷时需要牵引轴带着材料倒转。由于编织袋易被拉伸的材料特性,倒转可能倒转编织袋变形。现采用限制最大倒转速度的方式,减小了倒转距离,减小了编织袋拉伸。

伺服捕获
五、结束语
英威腾编织袋柔性印刷机整体解决方案,应用Codesys电子凸轮的灵活配置切换功能,在编织袋印刷行业,相较于原有的方案,于功能和性能上都有了较大的提升。使得套色印刷不会因为加减速段造成套色偏差,产生废片。在最高120米/分钟生产速度下,全程套色偏差<0.8mm。在来料速度100米/分钟的情况下,对标精度达到0.15mm。
本文来源于互联网,e-works本着传播知识、有益学习和研究的目的进行的转载,为网友免费提供,并以尽力标明作者与出处,如有著作权人或出版方提出异议,本站将立即删除。如果您对文章转载有任何疑问请告之我们,以便我们及时纠正。联系方式:editor@e-works.net.cn tel:027-87592219/20/21。
 文章
文章