文章分析了插件端子成形的工艺特点,介绍了冲压该类零件的工位排样设计和模具结构主要工作机构的设计要点,以及凸模、凹模等主要零件的加工工艺。模具具有结构紧凑,操作简单,生产效率高等特点,生产的零件符合技术要求。
1 工艺分析
图1所示产品为某连接器上的插件端子,料厚0.30mm,材质预镀黄铜C2680R-H。零件外形尺寸小,形状复杂,公差要求严格。零件为长舌方体类件,成形难度大,在包方的过程中,方体中间不能设置型芯支撑,因此,模具设计有一定的难度。为了满足产品质量和提高生产效率,决定采用多工位精密级进模生产。级进模不仅结构复杂,精度要求较高,而且要求具有高寿命,能承受较高冲速。本文就图1所示插件端子模具设计制造作一介绍。
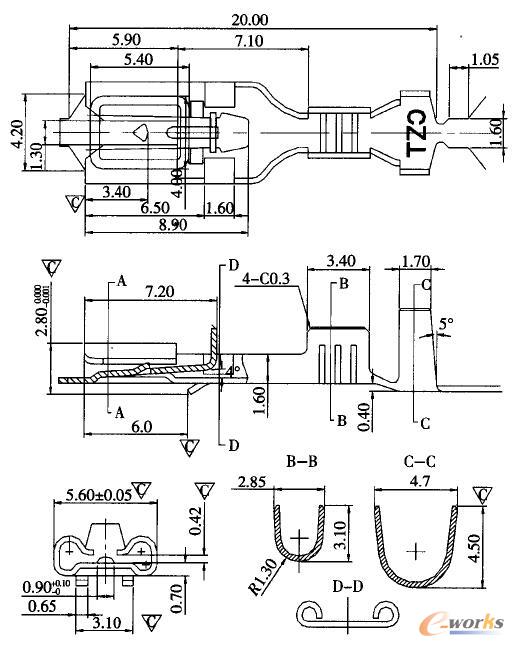
图1 插件端子产品图
2 冲压工位排样设计
图2所示为插件端子零件展开图。工位排样设计是多工位级进模设计的关键,它不仅关系到材料的经济利用、冲压件的精度、模具制造的难易程度而且直接关系到模具在各工位冲压时的协调和稳定。完整的工位排样应包括各种成形工位的布置及送料载体类型的选用。插件端子基本冲压工序有冲裁、弯曲、局部压印等。在压印处,依据压印工艺规则,零件压印花纹深度h≤(0.3~0.4)t(t-材料厚度),所以压印花纹的凹模不必按凸模制成相应的形状,使压印成形工艺简化; 由于弯曲方向有上下前后前等5个方向,所以弯曲成形是该零件成形的难点,为满足弯曲形状和精度的较高要求,从弯曲工艺的角度应考虑先在弯曲线处压痕再弯曲。
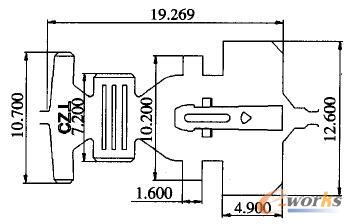
图2 零件展开图
根据零件与其展开图的特征,结合以上工艺分析,考虑材料利用率等诸多方面的因素,设计了如图3所示的排样方案:①打字压印;②凸筋;③弹片凸筋;④冲圆孔;⑤凸点;⑥弹片刺破;⑦外形下料;⑧包线脚侧倒角;⑨倒刺成形;⑩一次弯成形;?U形成形;?M形一次成形;?M形二次成形;?M形三次成形;?小M成形;?M形整形。
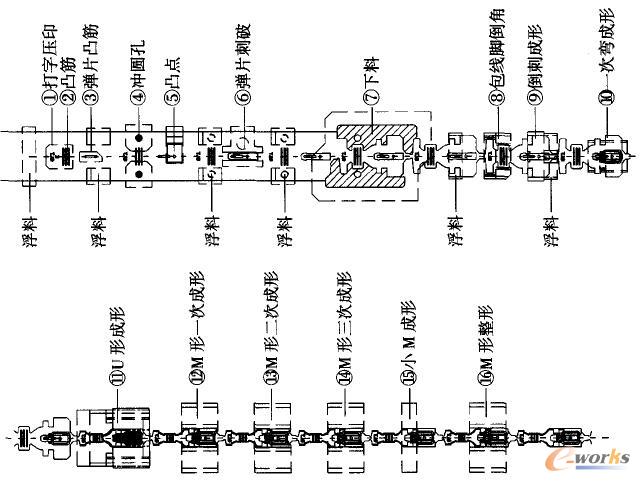
图3 排样方案
本文来源于互联网,e-works本着传播知识、有益学习和研究的目的进行的转载,为网友免费提供,并以尽力标明作者与出处,如有著作权人或出版方提出异议,本站将立即删除。如果您对文章转载有任何疑问请告之我们,以便我们及时纠正。联系方式:editor@e-works.net.cn tel:027-87592219/20/21。
 文章
文章