本文为“2021年度中国智能制造最佳应用实践奖”参评案例。本次活动将评选出2021年度,为中国智能制造领域带来突出效益的最佳实践工程,全面介绍企业推进智能制造的步骤、重点与难点、获得效益等,分享建设过程中的经验,供广大制造业行业企业学习供鉴。
一、企业简介
珠海格力电器股份有限公司(以下简称“格力”)成立于1991年,1996年11月在深交所挂牌上市。公司成立初期,主要依靠组装生产家用空调,现已发展成为多元化、科技型的全球工业制造集团,产业覆盖家用消费品和工业装备两大领域,产品远销160多个国家和地区。
公司现有近9万名员工,其中有近1.6万名研发人员和3万多名技术工人。在国内外建有15个空调生产基地,6个再生资源基地,覆盖从上游生产到下游回收全产业链,实现了绿色、循环、可持续发展。
2021年《财富》世界500强公布数据中,格力电器位居488位,已连续3年入围世界五百强企业榜单。据日经社2020年统计发布,格力电器家用空调全球市场占有率达20.1%,位居行业第一。
2013年起,格力相继进军智能装备、通信设备、模具等领域,已经从专业空调生产延伸至多元化的高端技术产业。目前,格力智能装备不仅为自身自动化改造提供先进设备,同时也为家电、汽车、食品、3C数码、建材卫浴等众多行业提供服务。

图1 珠海格力电器股份有限公司
二、企业在智能制造方面的现状
格力从成立之初就以高新技术企业定位自身,成立科技项目管理部、各大研究院、研究所、国家级实验室、智能装备公司等多个智能制造发展配套单位系统。目前智能制造相关板块营业额已达160亿元,占公司整体营业额的10%左右。
2021年4月,格力携手华为、广东联通开展了“5G+工业互联网”5G专网改造项目,建成并测试成功了国内首个基于MEC边缘云+智能制造领域5G SA切片的专网,实现国内首个智能制造领域5G专网应用。该工程项目致力于应用最新5G技术对空调行业全流程跨地域协同制造所需网络进行5G网络化改造,打通内部生产与物流各个环节,建设一个智能制造示范工厂,形成具有示范推广价值和行业复制性的企业内5G专网部署方案及网络建设、运维、管理的新2020智能制造、工业4.0案例TOP30模式。
2021年2月,格力与临沂市人民政府全面战略合作签约,格力电器(临沂)智能制造生产基地项目正式落地临沂,将为临沂市先进制造业注入新动能。格力电器(临沂)智能制造生产基地项目主要从事研发设计、生产销售空调及其他智能制造配套项目,项目总投资额不低于 80 亿元,一期规划占地面积约 1000 亩,一期投资额约 30 亿元,预计项目全面投产后可实现年销售额 60 亿元 ~100 亿元。董事长兼总裁董明珠表示:格力电器非常愿意在临沂“安家落户”,希望双方以此次合作签约为契机,深化沟通联系,强化战略协同,尽快推动合作项目落实落地,实现共赢发展。
三、参评智能制造项目详细情况介绍
为响应国家战略部署,在中国制造2025相关政策支持下,格力以“让世界爱上中国造”为发展愿景,正全面建设空调及生活电器生产智能工厂,持续在各大空调总装厂、配套厂投入大量实用型智能制造项目,其中就包括总部钣金厂于2021年4月份最新投入运行的6*400t大型钣金冲压集成线体,该线体集成应用了先进的模具快速切换系统、工业机器人应用技术、IFIX数据采集系统、400吨大型伺服冲压设备、废料自动处理系统、光电防护系统及配套智能化控制系统等,形成了钣金生产集成配套化线体,为保障公司产品交期建立坚实后盾。线体规划布局如图2 所示。
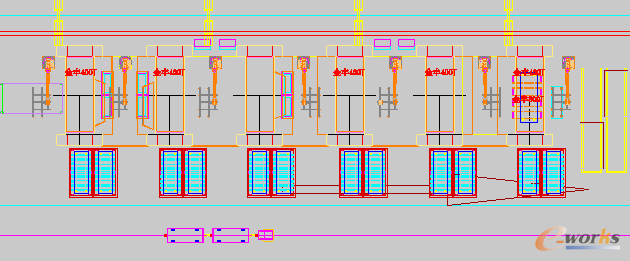
图2 线体规划布局
基于iFIX工程组态软件,线体各项数据联通交互均在屏幕可视化管理,并运用了微软的一系列工业标准技术,比如COM/DCOM、VBA、ActiveX、OPC控件等,让所有的应用组件都可以无缝集成到一个系统中,而且通过ODBC编程可以简单地把数据存储到关系数据库。iFIX软件集中了大批强大的图形化工具,现场能快速直观地建立面向过程的实时窗口,通过这些工具可以生成容易操作和理解的画面,在运行和组态环境之间可快速地完成测试和对画面的修改,同时保持实时报警和数据采集。
基于格力工业机器人,满足冲压线体各设备之间的零件传输定位,通过PLC对各类信号进行集中处理,实现各配套系统的信号联动,达成高效、高质量保障生产的目标。
1.项目背景介绍
目前钣金车间最大的自动线体为:6*金丰(STD-400)机器人连线,且已满负荷生产。部分新增大零件现有的线体无法满足,该类零件目前以手工单工序操作,生产效率低、周转多,人工作业生产线如图2所示 。厂内目前配置的线体大多应用进口工业机器人,线体信息化软件应用较少,模具切换系统、废料处理系统、集中管理看板等各项配套不健全,制约着公司的车间生产层面智能制造发展。
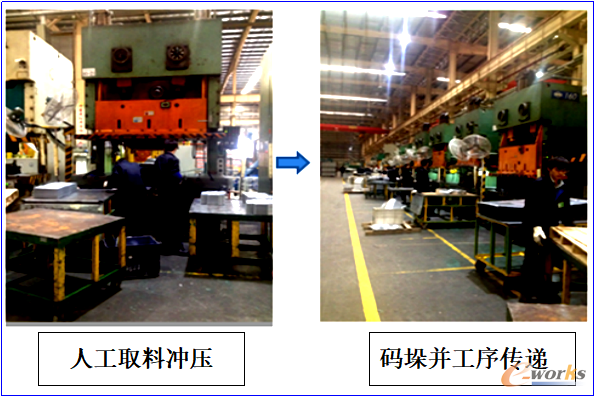
图3 人工作业生产线
2.项目实施与应用情况详细介绍
随着我国制造业的发展,在冲压应用中对于大负载、拉深等场景,对节拍要求不高的场合已大范围应用工业机器人实现机器换人,为了进一步攻克冲压作业中节拍效率要求高的问题,更全面地把人从危险低附加值的工作中解放出来,从各环节提高工业机器人的作业效率,显得异常重要。线体投产应用实拍如图4所示。
而格力智能装备公司已成功研发出6轴工业机器人,在2020年春节晚会上更是崭露头角,与著名音乐家郎朗一同为海内外中国同胞带来了精彩动听的音乐盛会,彰显了格力在智能制造领域新的突破,同时也为国内外各大制造业企业提供了更多高性价比的自动化解决方案。

图4 线体投产应用实拍图
格力工业机器人的应用,以推动高速高效自动化生产为目标,配合高速伺服冲压设备,实现线体的冲压生产联动化,格力机器人如图5所示。而线体在布局时尤为重要,首先,在安装固定机器人到地面时,设置机器人与地面的高度,应结合工业机器人的工作范围、臂展等考虑,在满足工况的前提下,让机器人在“舒服”的位置工作,减少不必要的考验机器人串联结构刚性的机会,这也将大大地节能及增长机器人的使用寿命。
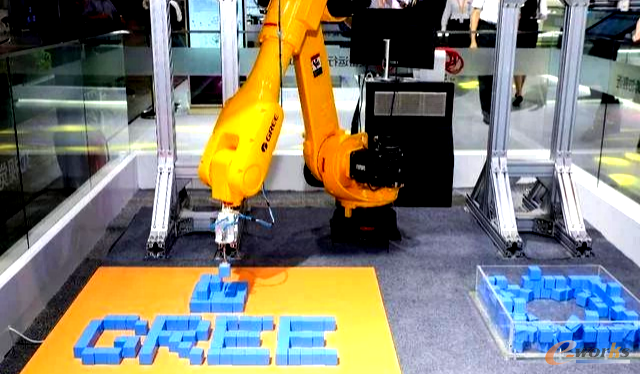
图5 格力机器人演示
整个冲压方案中,单台格力工业机器人用于多台压力机的多个工序传递搬运。通过该设计方法提高了工业机器人的在线使用率,同时减少了不必要的机器人等待时间。当然,还需考虑合理布置机器人与机器人之间的间隙,避免由于工作或调试时机器人的工作范围发生多个角度的交涉。对于机器人与压力机之间的距离,也应合理进行设计,以免增加机器人多余的避让动作轨迹,导致冲压作业效率降低。布局于冲压设备间的格力机器人如图6所示。

图6 布局于冲压设备间的格力机器人
而基于工业机器人的不同产品的夹具进行通用化设计,且在线边放置,每类零件均提前进行示教调试,当线体硬件准备完毕后,可针对生产需要进行一键切换动作程序,人工只需对动作精度进行检测,对有偏差的动作稍作调整即可,减少了对机器人调试员的技术要求。
废料处理系统,对于零件的生产特征,避免不了有冲孔、切边等落料工序,因此需人工定时对模腔进行废料清理,生产过程中导致设备点停频繁,影响了线体生产效率及产品质量一致性。因此格力该线体在基础建设时即规划了废料处理轨道,废料通过地道进行运输,不占用地面空间,自动完成废料的实时清理。
自动化模具切换系统,格力在该线体的方案布局还提前规划了自动化换模系统,针对精益生产快速切换理念,最终将压力机进行侧向布局,每个换模工位均配置自动化换模台车,人工可在线体生产时提前准备模具,待产品下线时,实现模具一键切换,减少外部等待时间,提高作业效率。自动化模具切换系统如图7所示。

图7 自动化模具切换系统
3.效益分析
按照目前公司人工线体的生产成本,配置一条6台设备的人工生产线,双班需投入24人,以正常作业时间算,双班量产最高2880件。
(1)生产效率极低,生产过程中需人工提前准备原材料片料,由班组长进行工作量的分配,每台设备切换不同模具产品均需专门的调模师傅逐个进行调试,由于调试师傅有限,因此存在大量外部切换时间,整条人工线每次切换累计需4小时以上。
(2)劳动强度高,设备工序之间转运由人工进行传递,生产时需手伸进模腔进行放原材料、取半成品零件,危险性高,属典型的四高岗位。且人工生产存在诸多不确定性,不利于公司发展的产能保障。
相当于人工生产线,6*400t自动化冲压线体具有以下对照性优势:
1)效率对比
2)发外成本
3)自制成本
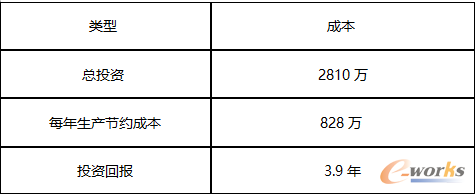
4)投资成本
5)投资回收期
本文为e-works原创投稿文章,未经e-works书面许可,任何人不得复制、转载、摘编等任何方式进行使用。如已是e-works授权合作伙伴,应在授权范围内使用。e-works内容合作伙伴申请热线:editor@e-works.net.cn tel:027-87592219/20/21。
 文章
文章
