MES工单管理系统设计和实现(1)
MES工单管理系统设计和实现(2)
MES工单管理系统设计和实现(3)
MES工单管理系统设计和实现(4)
MES工单管理系统设计和实现(5)
…上接前文
数据处理
MES所有任务的核心是工单管理,工单管理的基础是采集和处理“时间”与“数量”。车间内采集的数据必须得到合适的处理,才能形成有效的信息。

图17 工单和人员数据处理
图17描述了压铸车间的“时间”过账到工单和工人的处理过程。机器的工作班次是早上6点开始到下午2点结束,工人999998负责机器1和2,这个班次中有工单4711/10在机器1上被执行,工单4711/20在机器2上被执行。数据在MES系统中过账后的结果:
●工单4711/10在6:00 – 12:00运行,工单历时6小时,人工工时4小时
●工人999998在6:00 – 12:00分配在工单4711/10,分配时间6小时,工单工时4小时
●工单4711/20在8:00 – 13:00运行,工单历时5小时,人工工时3小时
●工人999998在8:00 – 13:00分配在工单4711/10,分配时间5小时,工单工时3小时
由此我们可以计算出工单劳动力利用率分别是67%和60%。客户在MES系统后期规划了工人出勤,如此可以比较工人在工单上的工作时间,可以计算出员工劳动利用率。
为了实现精益生产,需要发现生产过程中的各种损失。如图18所示,规划了三大类损失:与组织管理相关的时间损失、与设备性能相关的效率损失和质量损失。
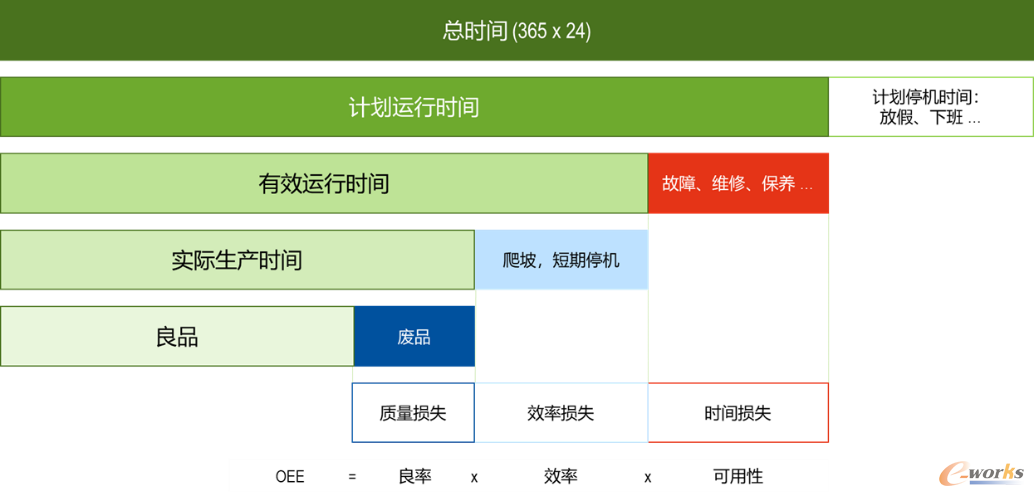
图18 生产损失分类
以时间损失为例,设备在生产过程中由于种种异常导致非计划停机,从而降低了设备的生产效率。图19显示设备在24小时内用于增值生产的时间是11.25小时,其余的非增值时间是由于没有班次安排(计划停机时间)、设备调试(3.75)、故障中断(0.5)和缺料停机(0.25)造成。
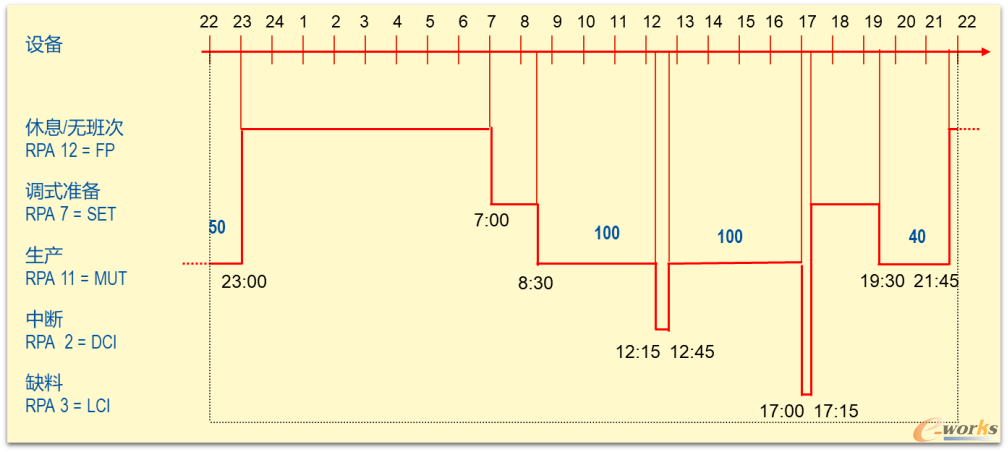
图19 时间损失
假设这台设备在当天生产了3个产品4个工单,其实际采集的数据如图20所示,则基于时间和数量可以分别计算出产能利用率、良品率、效率、OEE以及NEE指标。
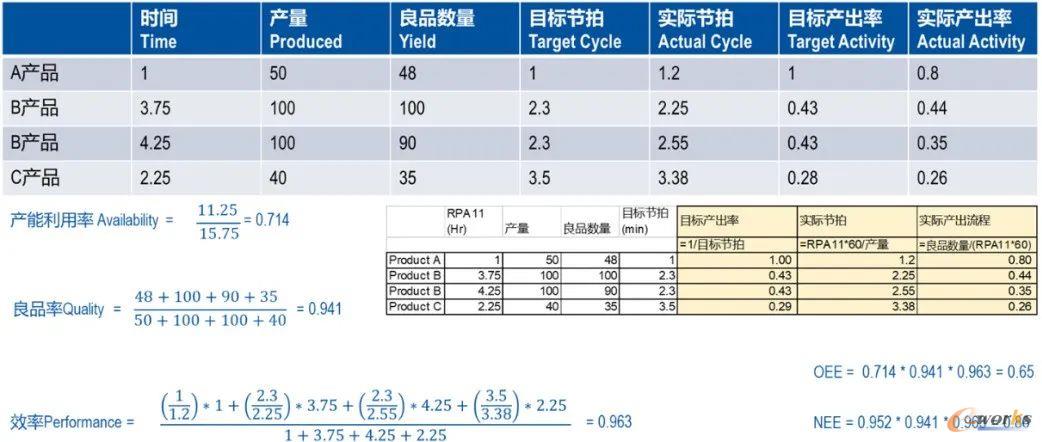
图20 考虑三类损失后的生产绩效
“工单管理”任务中更多可以使用的时间和数量相关的术语和KPI计算公式:
工单周期 = 第一个工序第一次登录与最后一个工序结束之间的历时
工序周转时间 = 前工序结束与后工序开始之间的历时
工序停机时间 = 工序计划运行时间 – 实际生产时间
实际运行时间 = 实际生产时间 + 设置时间+ 停机时间
产能利用率 = 实际生产时间 / 实际运行时间
设置效率 = 设置时间 / 实际运行时间
增值生产时间(精益生产比) = 实际生产时间 / 工单周期
产出效率 = 工单总产出 / 工单周期
工单占用效率 = 运行时间 / 工单周期
目标产出率 = 目标产量 / 目标生产时间
实际产出率 = 良品 / 实际运行时间
实际净产出率 = 良品 / 实际生产时间
产出绩效 = 实际净产出率 / 目标产出率
......
“时间”和“数量”数据在生产执行过程中由工人通过车间终端采集或由设备集成自动提供给MES系统,经过数据处理后,这些数据过账到制造业务对象“工单”、“设备/工位”和“人员”的对应账户中,并基于VDMA66412-1标准进行进一步的数据处理,获得管理层用于生产控制的重要制造绩效指标。在系列讲座后续文章中我们将介绍生产数据的呈现。
本文为e-works原创投稿文章,未经e-works书面许可,任何人不得复制、转载、摘编等任何方式进行使用。如已是e-works授权合作伙伴,应在授权范围内使用。e-works内容合作伙伴申请热线:editor@e-works.net.cn tel:027-87592219/20/21。
 文章
文章
