本文为“2022年度中国智能制造最佳应用实践奖”参评案例。本次活动将评选出2022年度,为中国智能制造领域带来突出效益的最佳实践工程,全面介绍企业推进智能制造的步骤、重点与难点、获得效益等,分享建设过程中的经验,供广大制造业行业企业学习供鉴。
一、企业简介
会通新材料股份有限公司(科创板上市企业,股票代码:688219),原名合肥会通新材料有限公司,注册成立于 2008 年,2017 年实行股份制改造更名,总部坐落于安徽合肥国家级高新区柏堰科技园内,拥有六个全资子公司及两个全资孙公司。公司主要从事改性塑料的研发、生产和销售,2021年销售额超49亿,产销规模国内第二,安徽省第一。
公司被有关政府部门授予国家高新技术企业、国家知识产权优势企业、石油和化工行业技术创新示范企业、安徽省专精特新中小企业、安徽省创新型试点企业、安徽省制造业与互联网融合发展试点企业、安徽省商标品牌示范企业等荣誉;连续两年入围中国石油和化工民营企业百强、安徽省民营企业制造业综合百强;建设有国内领先的技术开发和试验验证平台,国家企业技术中心、国家级 CNAS 实验室、安徽省汽车复合材料工程研究中心、安徽省汽车高分子材料工程技术研究中心、安徽省博士后科研工作站等。

会通新材料股份有限公司
二、企业在智能制造方面的现状
会通整合全球改性塑料资源引进、吸收、消化、再创新,实现了自性定制化。为了保证会通“高性能汽车轻量化工程塑料数字化车间”建设工作的顺利开展,会通引进先进的生产自动化和智能化设备并配套上线信息化系统,着力打造工业化和信息化基础,为实现深度融合打下坚实的基础。
基于产品的模块化和标准化设计,通过智能设备购置、产线智能化改造、信息化软件投入,运用SAP、MES、PDM、Modelflow等系统软件,建成以计划驱动、采购协同、物流配合、制造执行、模拟仿真为主的闭环智能制造体系,实现产品研发、制造、交付、反馈的全程可视化、数字化跟踪。
三、参评智能制造项目详细情况介绍
(一)项目实施与应用情况详细介绍
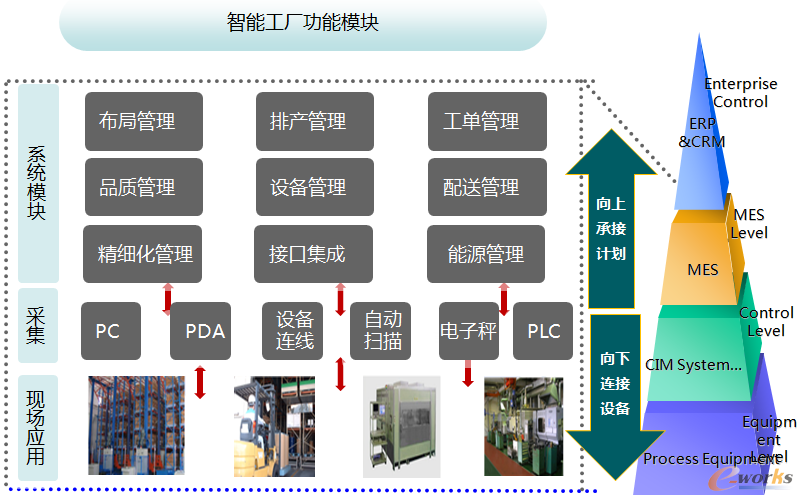
1.项目信息化管理平台系统描述
高性能汽车轻量化工程塑料数字化车间以SAP ERP为中心,集成数据PDM、制造MES、供应商管理SRM、全面质量管理QMS为主干的五大核心信息系统,结合办公OA、HR(人力资源系统)、费用报销等系统,实现了公司从项目立项到接单排产,从成品发货到客户回款的全业务流程信息化覆盖。为本项目建设营造了良好的信息化集成应用环境。
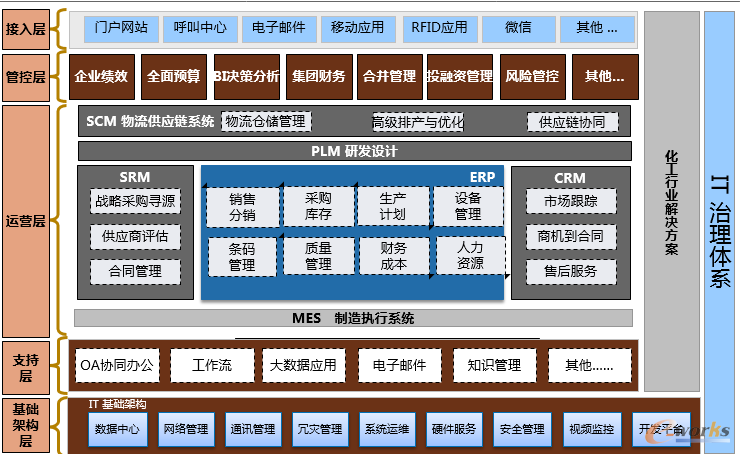
信息化管理系统架构图
(1)项目设计方案
高性能汽车轻量化工程塑料数字化车间总体设计模型、工程设计模型、分列主要工艺流程,布局模型采用U型架构,便于流水作业和节约空间和提高紧凑性。建立生产线仿真模型,运用仿真软件对生产线的结构布局、生产过程进行仿真;建立数据驱动的动态仿真机制,实现实时生可视化监控;虚拟工厂与物理工厂的融合,直观生产实时全貌。
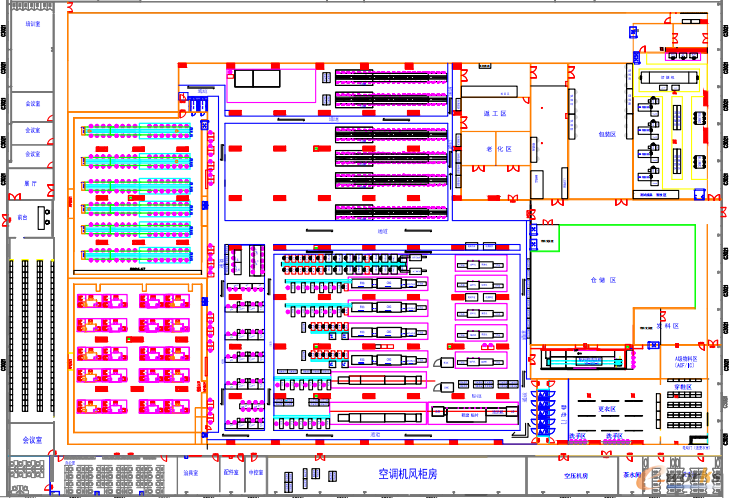
车间总体设计模型、工程设计模型
“高性能汽车轻量化工程塑料数字化车间”项目总体设计方案如下:
1)工厂总体设计、工艺流程及布局均已建立数字化模型,并进行模拟仿真,实现生产流程数据可视化和生产工艺优化。
2)实现对物流、能流、物性、资产的全流程监控与高度集成,建立数据采集和监控系统,生产工艺数据自动数采率达到90%以上。
3)采用先进控制系统,工厂自控投用率达到90%以上,关键生产环节实现基于模型的先进控制和在线优化。
4)建立制造执行系统(MES),生产计划、调度均建立模型,实现生产模型化分析决策、过程量化管理、成本和质量动态跟踪以及从原材料到产成品的一体化协同优化。建立企业资源计划系统(ERP),实现企业经营、管理和决策的智能优化。
5)实现有毒有害物质排放和危险源的自动检测与监控、安全生产的全方位监控,建立在线应急指挥联动系统。
6)建立工厂内部互联互通网络架构,实现工艺、生产、检验、物流等各环节之间,以及数据采集系统和监控系统、制造执行系统(MES)与企业资源计划系统(ERP)的高效协同与集成,建立全生命周期数据统一平台、质量管理平台等。
7)建有工业信息安全管理制度和技术防护体系,具备网络防护、应急响应等信息安全保障能力。建有功能安全保护系统,采用全生命周期方法有效避免系统失效。
(2)项目制造工艺流程和信息化系统建设情况
1) 项目制造工艺流程
通过加工改性,使高性能汽车轻量化工程塑料具有阻燃、抗冲、高韧性、易加工性等更加优越性能的塑料。公司的改性塑料产品在不同应用领域有着不同的性能要求,公司可根据各细分行业客户对产品关键性能的具体需求进行定制化开发与制造。塑料加工改性方法包括填充、共混、增强、阻燃、共聚、交联等。公司在改性塑料相关产品生产制造方面有着强大的竞争力,打造了高性能汽车轻量化工程塑料数字化车间,具备行业领先的加工工艺。
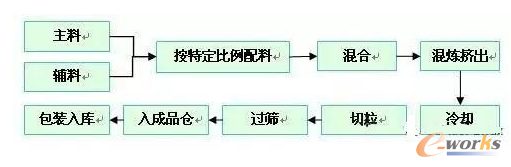
高性能汽车轻量化工程塑料生产制造流程图
2)项目信息化制造系统
会通整合全球改性塑料资源引进、吸收、消化、再创新,实现了自性定制化。为了保证会通“高性能汽车轻量化工程塑料数字化车间”建设工作的顺利开展,会通引进先进的生产自动化和智能化设备并配套上线信息化系统,着力打造工业化和信息化基础,为实现深度融合打下坚实的基础。
基于产品的模块化和标准化设计,通过智能设备购置、产线智能化改造、信息化软件投入,运用SAP、MES、PDM、Modelflow等系统软件,建成以计划驱动、采购协同、物流配合、制造执行、模拟仿真为主的闭环智能制造体系,实现产品研发、制造、交付、反馈的全程可视化、数字化跟踪。
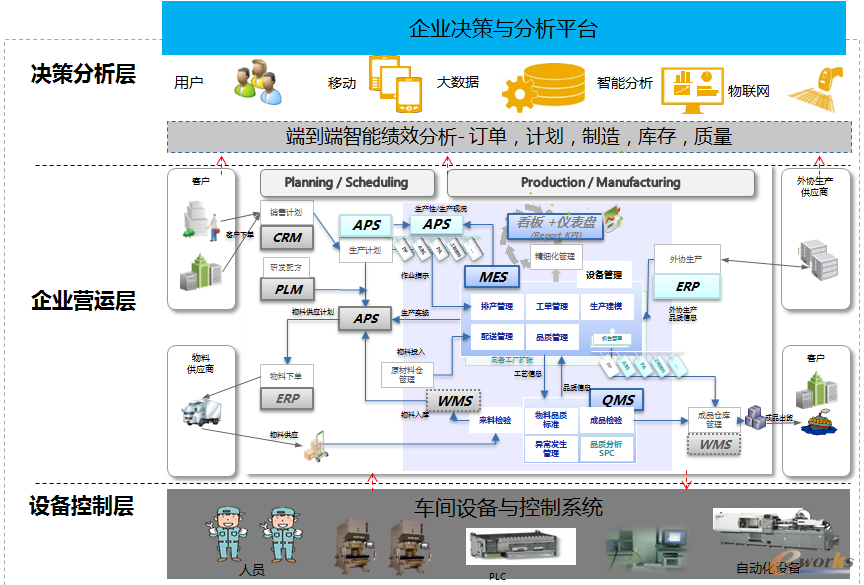
企业决策与分析平台
a.SAP-ERP系统
搭建以SAP-ERP系统为核心的统一的信息化管理平台,重点实现和解决的问题:
①助力销售全业务流程管理和快速发展
灵活的系统组织架构调整,支持销售组织的快速发展和变化。通过网上订单与SAP无缝集成,打造快速交付业务流程,提升效率,减少销售管理整体运营成本。规范公司内部各类销售业务流程,有利于规模扩大,提升整体运营效率,准时交付能力。
②建立产供销协同的完整计划体系
实行一物一码的管理机制,实现销售、物料计划、生产、库存明确化的管理体系。构建完整的生产BOM管理层次,实现BOM的结构化管理。建立协同化的物料需求计划运行体系,实现各部门协同化的运作。建立滚动的锁定计划和冻结计划运行机制,实现对生产的灵活调度和对零部件采购有价值的指导。
③打造透明、规范、高效的供应体系
通过产品结构化设计,建立采购成本核算计算模型,实现高效成本预估。规范采购计划、采购订单执行,采购收货入库、采购发票校验全业务流程的业务流程。通过规范的供应体系建设,以满足飞科电器供应商综合评估管理。
④实现公司财务的全面集成和管控
实现财务业务一体化,为公司领导决策提供更可靠有效的数据支持。实现财务的统一核算与集中管控。实时掌控成本变动,辅助提高生产效率,为企业决策提供有效依据。支持资金管控模式,加强资金管理的集中性,提高资金利用率。
b.MES制造执行系统
以看板拉动和智能分析为总体解决思路,集底层设备数据采集、网络层数据汇聚、应用层数据分析于一体,实现工厂资源的在线管理和生产过程的透明可视,对生产过程提供积极准确的指导,对人工劳动的不确定性做好充分的事前预防和事后纠正,从中及时发现问题并锁定原因和责任人,提升品质水平,减少浪费,增强生产系统柔性。
动态MES生成数据采集平台总体框架如下:
动态MES生成数据采集平台总体框架
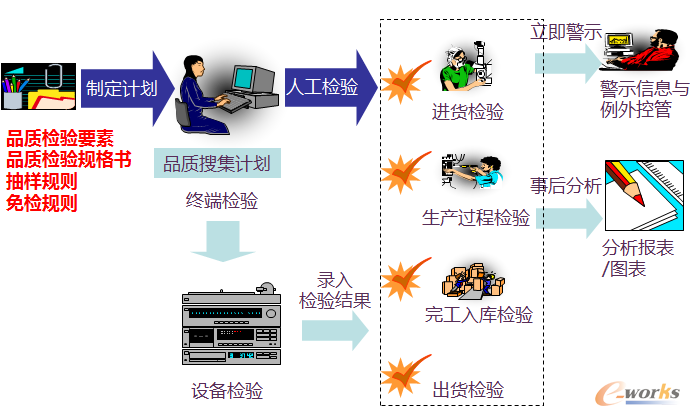
订单到交付的过程管控,重点实现:
①建立完善的质量数据体系,有据可查
每一批次原材料入库、每个样品的质量检测、每个生产单的过程检验、每个订单的成品检验,都可以在系统中清楚查询到。
订单到交付的过程管控
②建立不良品追踪体系,有据可依:
客户反馈的质量事故、成品入库检测的不合格品,都可以第一时间进行数据反查,逆向追溯到生产过程、原材料采购,然后分析原因专项改善。
不良品追踪体系
重点解决:
①车间现场看板管理,机台异常情况提醒:出现质量问题,机台附近的红灯会闪烁,同时看板系统会列出那个机台出现问题,并且质量数据是非常重要的数据,它包含物料信息,产品信息,缺陷信息,设备信息;
②设备的监控:当设备的温度超出设定的范围,相关人员可以及时收到报警;
③看板提醒:目前生产车间,每台设备的生产产品的质量状况,计划产量、当前完成产量。
④配方变更通知:配方发生变化时,可以及时通知实验室。
c.WMS仓储物流管理系统
精益WMS仓储物流配送平台的实施主要针对到货管理、仓储管理、材料配送和物流器具管理,总体框架如下:
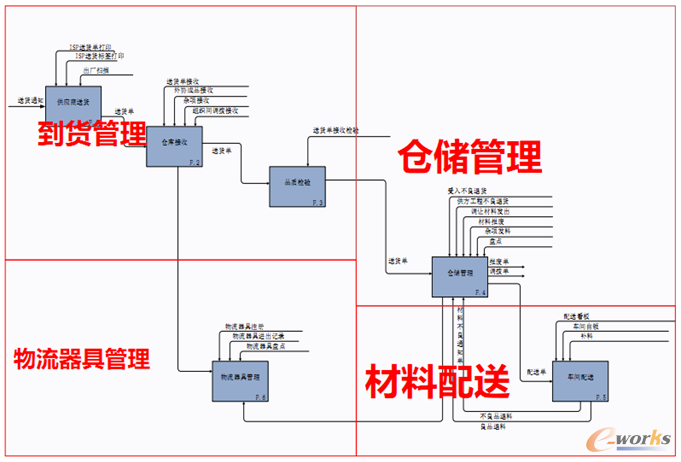
WMS仓储物流管理系统
原材料和产品从入库到出库的全过程管理,重点实现:
①实时的数据查询,为精益生产提供有效数据支撑
实时准确的库存查询,完善原材料及成品出入库机制,遵循先入先出原则,防呆防错。
②仓库的精细化管理
指导和规范仓库作业,全面记录物料移动路径和摆放位置,提高仓库整体协同效率。
③精确管控

从入库到出库的全过程管理
④全程跟踪
项目全生命周期追溯流程图
项目对引领行业转型升级的示范点、创新点:
- 基于工业互联网的数字化车间,打造全厂智能物流提高物流效率,对行业具有显著的引领示范作用
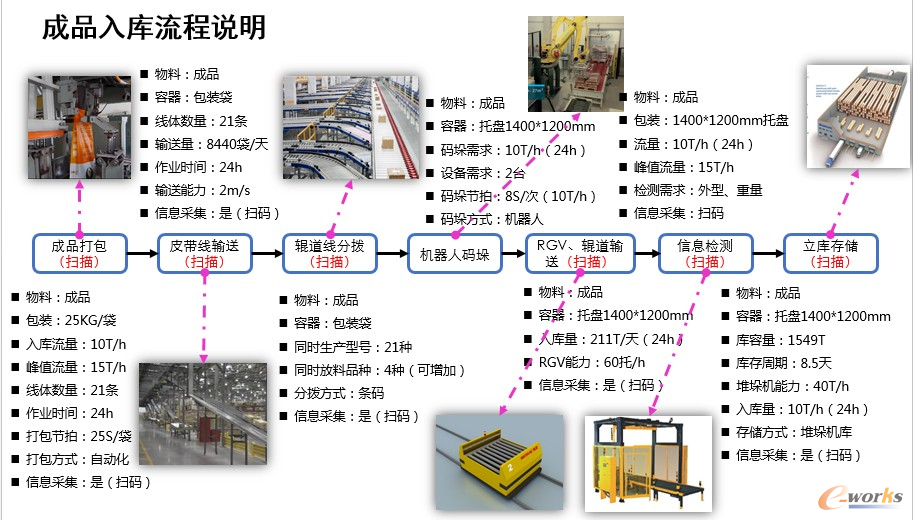
自动输送仓储系统针对原料入库到成品出货装柜环节,将所有动作和管理实现自动化。该系统涵盖了原料和成品复检、下线、输送、分流、堆码、搬运、记录、入库、存储和出库的环节。采用调度监控与管理系统(WC/MS),使用计算机实现对自动化输送、仓储系统设备全部的运行过程控制,实时监控物流信息,实现管理与跟踪。
- 本项目集成了先进的智能制造系统,可有效的解决行业普遍信息化集成水平不高的问题
本项目引进先进的生产自动化和智能化设备并配套信息化系统,打造自动化产线,实现全程可视化、数字化控制。通过对装置工艺操作流程的改进,主要用来解决常规PID控制难以解决的控制问题,在满足多种约束条件的情况下,保证生产的安全平稳,协调优化整个生产过程。
通过先进控制系统建设,大量引入先进的自动化和智能化设备,实现工厂关键环节自动控制与在线优化。主要设备有挤出机、切粒机、计量称、在线混料机、加热循环均化罐系统、自动包装机、IPC工控机与扫码枪、手持PDA、码垛机器人等。
- 本项目建立以质量管控为核心的生产管控体系,可有效的解决行业产品品质不稳定和生产效率不高的问题
要实现对产品的全流程质量管控,必须建立合理的生产管控体系,因此以质量管理为核心,梳理销售管理、生产管理、产品检测、仓储物流管理等过程中各环节流程,明确流程优化和重组目标。
通过对流程梳理,确立质量管控为核心,以工业化为基础,通过供应链管理、柔性制造等控制手段不断优化企业生产排产与计划组织模式,以满足客户产品多样化、订单个性化的需求。实现从订单接收、设备管理、生产过程控制、质量监控、生产实绩收集、仓储管理、物流配给、发运物流跟踪、售后服务等产品制造全过程的智能化质量管控。
2.项目具体情况介绍
(1)智能装备应用情况
高性能汽车轻量化工程塑料数字化车间目前拥有生产线20条,全部为自动化生产线,自动化、智能化设备118台套,其中机器人4套,车间内自动化、智能化设备数量占全部设备的94.07%,主要设备的具体功能及性能指标如下:
1)库卡机器人
功能:自动堆垛机器人用于包装秤下游实现自动码垛,通过码垛系统,满足生产线同时放料,配套自动吨包实施。
性能:减少人工,同时减轻员工劳动强度,自动化程度较高,提升作业过程一致性,提升产品包装外观。
先进性:物料包装后,依次进行倒包、升降输送机、双层输送机、转弯输送机、爬坡输送机,震动整形、抓取输送,最后由码垛机器人完成托盘码垛,其中码垛托盘由人工放置在托盘库内,由托盘库将托盘逐个拆下输送至码垛位,机器人码垛完成后输送至缠绕机出缠绕,单套码垛能力在400包/小时以上。
2)挤出机
功能:依靠螺杆旋转产生的压力及剪切力,能使得物料可以充分进行塑化以及均匀混合,通过口模挤出后成型。
性能:挤出机属国内行业高端制造商,高扭力、高转速、温度控制精确;传动、控制系统均采用西门子产品;具有塑化效果好、能耗低、物料在机筒内停留时间较短、排气效果优异、一定的自洁能力等优点。
先进性:控制系统选用SIEMENSS7系列PLC系统;通讯选用Profibus/MPI通讯方式,HMI人机界面选用Siemens10.4英寸触摸屏,变频器选用SIEMENSG130。通过自动化中控系统扩展可实现数据实时采集和读取。电柜选用温湿度、电压电流数字仪表对挤出机电柜温湿度和电压电流实时监控,出现异常及时报警。

3)切粒机
功能:将挤出机挤出后成型料条切割成标准粒径。
性能:切粒机选用德国进口及国内高端品牌,均为进口合金动刀刃,进口SEW齿轮箱、日本安川变频控制,速度稳定、切粒长度稳定;根据产品需求调整速度控制料条切粒直径、产量。
先进性:由SIEMENSS7-200型PLC控制器为核心,显示界面选用MT506T触摸屏人工界面操作器、配备高性能安川A1000系列变频器控制速度、性能稳定、可靠。控制系统利用感应器进行光电连锁,出现异常操作如切粒机启动时打开压盖会进行连锁保护,立即停机。
4)计量称
功能:物料从补料阀进入到料斗,通过低部的称重传感器检测到信号并反馈到控制器中由控制对喂料螺杆按设定喂料量值对电机进行调节速度,从而实现整个连续的喂料量。
性能:选用德国进口设备及国内高端制造商,精度控制在0.2%、具有多功能物料计量模式(粉体、粒料、混合料、玻纤等),每条线体可拖动6台计量称,物料配置精确、输送稳定。
先进性:通过K-Vision提供多个接口Profibus、Modbus等,它是提供外部链接和操控的平台,整个控制系统由KCM进行自动控制,通过通讯线实现与主机PLC连锁。
5)在线混料机
功能:通过在线混料机内部螺旋轴的公转和自转实现物料密度、灰分等指标的均匀性,保证产品品质。
性能:选用行业高端品牌,瑞士ABB变频控制,德国西门子电机,双层不锈钢料桶,防漏料轴设计,避免产品污染,转速720rpm高速混合,实现变频、混料时间控制改造,实现程序控制、不依赖人操作。
先进性:控制系统选用SIEMENSS7系列PLC系统;通讯选用Profibus通讯方式,HMI人机界面选用Siemens10.4英寸触摸屏,称重传感器选用美国托利多品牌,通过称重控制器和PLC200实现混料自动控制。
6)加热循环均化罐系统
功能:实现产品自动加热均化,保证每个产品批次产品密度、灰分合格。
性能:选用行业先进品牌,温度控制精确,不同成分的塑料颗粒的充分均化,均化效率高,材料性能更稳定。
先进性:控制系统选用SIEMENSS7系列PLC系统;通讯选用Profibus通讯方式,HMI人机界面选用Siemens10.4英寸触摸屏。当A/B罐料位达到料位计时,按照PLC设定程序实现自动循环均化。PLC温度仪表对加热温度进行恒温控制,保证料温达到工艺设定要求。
7)自动包装机
功能:实现产品自动称重和包装。
性能:包装秤含自动称重、夹袋、卸料、输送、封包一体化,精度为0.2%,效率为4T/H,计量效率高、称重精度高、稳定。
先进性:利用称重传感器和称重仪表精确控制每包物料计量,计量精度在千分之二;通过OMRON传感器及计数仪表对包装数量进行自动统计,实现包装自动化。
8)IPC工控机与扫码枪
功能:实现生产过程的可控,投料与产出数据的实时监控,通过成品下线扫码实现实物的全条码管理。
先进性:研华TPC-1551T瘦客户端平板电脑采用低功耗嵌入式英特尔Atome38271.75GHz双核处理器、以及最高达8GDDR3L内存,具有紧凑、无风扇的特点。
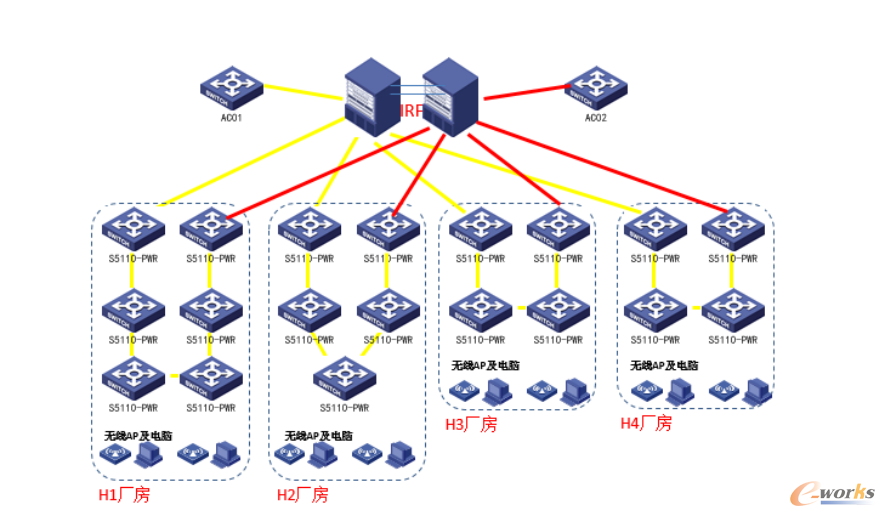
(2)车间设备联网与数据采集情况
1)车间网络拓扑图
高性能汽车轻量化工程塑料数字化车间内共有自动化、智能化联网设备105台套,占自动化、智能化设备总数的94.59%。可实时采集车间的生产和仓储信息。
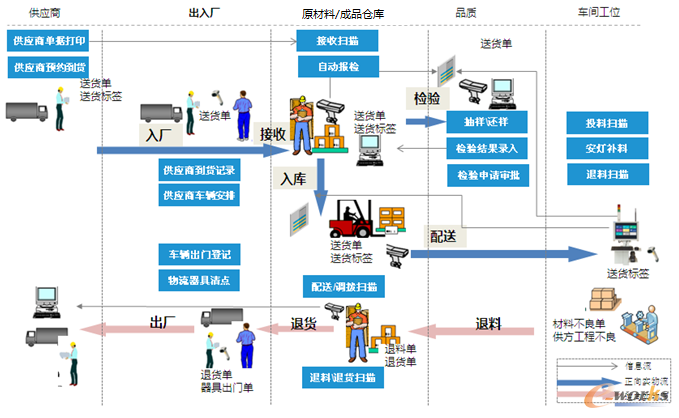
2)车间物料配送自动化情况
重庆会通重视工业互联网的深度运用,通过RFID、托盘堆高车、AGV搬运车、RGV轨道车的运用,实现从原材料到生产、从成品完工入库到出货,物流的快速流程、快速周转,实现生产、仓库的有效联动。
建立密集存储货架系统,由穿梭式货架、RGV穿梭台车以及叉车组成,其拥有仓库利用率高、可先进先出或先进后出、工作效率高等特点,有利于提高存储密度和仓库自动化水平。在存货时, 由叉车将货物放在货架巷道导轨的最前端,通过无线电遥控操作的穿梭车,可以承载托盘货物在导轨上运行;取货时,穿梭车将货架深处的托盘移动至货架最前端,用叉车将托盘货物从货架上取下;通过叉车可将穿梭台车放置于不同巷道,多个巷道可以共用一部穿梭车。同时,应用条形码扫描技术,采用RFID无线射频技术实时发出数量、规格等信息,并通过无线信号远距离传递现场生产和物流供耗信息,避免盲目的物料配送。
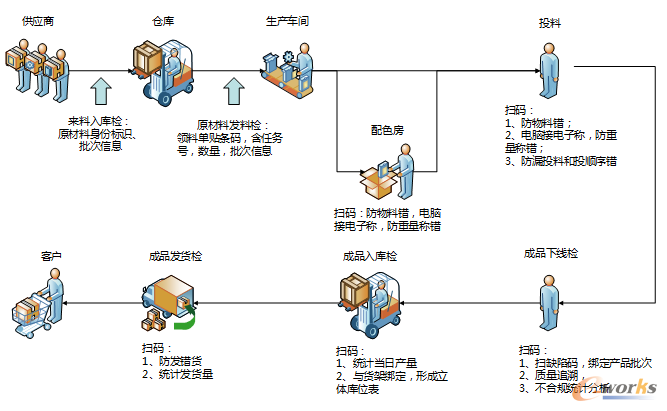
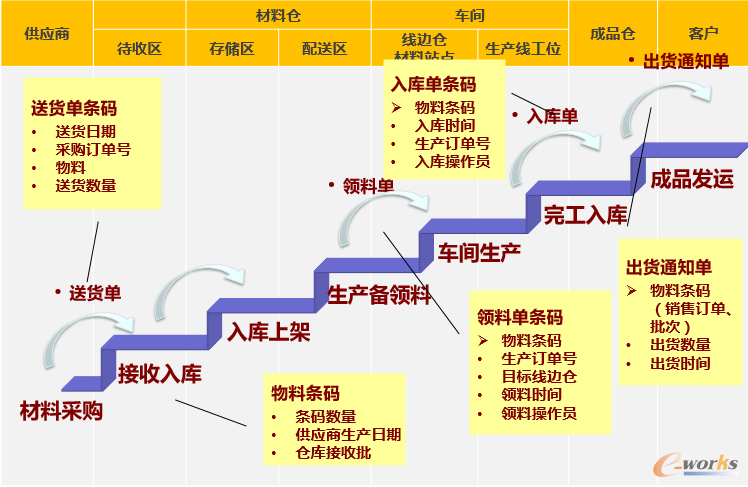
3)条码在整个物流环节的信息传递-实现批次追溯
4)公司内物流业务流程
a.采购入库物流链
b.生产入库物流链
c.成品发运物流链
5)系统报表数据管理与分析
a.SAP系统物流出车统计表
通过平台化开发,提供物流出车统计表,将物流成品运输数据纳入系统管理,作为运费结算与在途情况监控依据。
b.MES系统成品发货平台
作为所有物流发运单据打印与账务状态的管理平台。
6)产品信息可追溯情况
a.原材料入库质检相关流程
b.成品出库质检相关流程
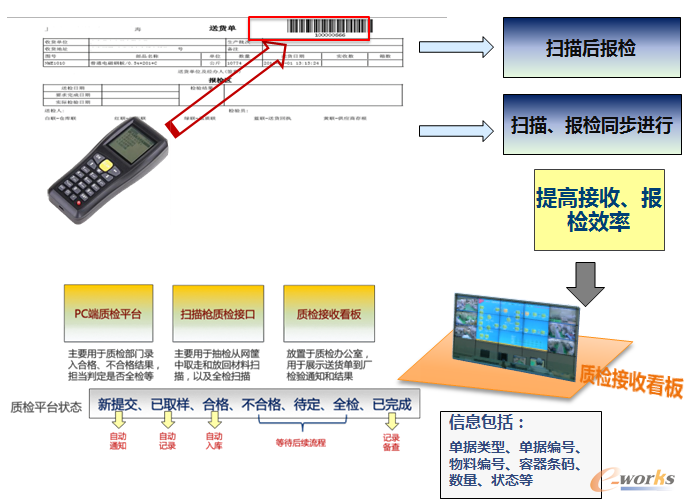
c.质检看板情况
d.主要系统应用情况
质检相关业务及时通过看板反馈到质检办公室,提高质检效率。发生库存转移之后进行库存状态控制,没有通过质检的不能发到车间使用。质检进行合格,不合格,紧急放行等操作,实现场内库存的分类管理。没有热测报告的不能入成品仓。备料的时候就区分开未经过冷测报告判定合格的库存物料。实时扫描,保证了账实一致。备料之后质量检验判定外观,标签等。
3.新一代信息技术应用情况
(1)智能物流5G+AGV自动配送应用场景
随着智能化立体仓库的建设,WMS、QMS、MES系统项目的规划及实施上线,提出了AGV小车对5G网络的需求。要求数据不出园区,在园区部署5G基站,建设专用UPF、MEC等,打造基于5G网络的工业协同制造平台,推动5G技术与工业网络、工业软件、控制系统深度融合。利用5G+平台化智能化生产场景,实现生产过程数字化、车间信息集成化、企业管理智能化。主要覆盖目标为厂区仓库及卸货平台、车间混料平台、挤出打包区域的5G全覆盖。
自动化、系统及数据集成链路,打破管理和系统壁垒,建设信息化样板工厂。
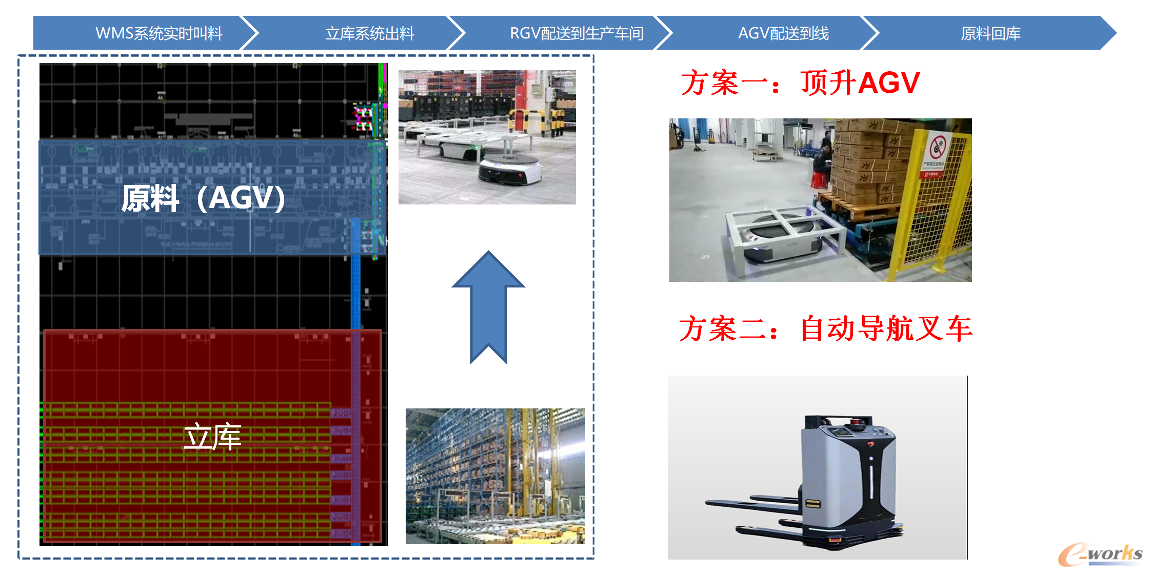
AGV总体方案
(2)本项目打造全产业链一体化供应链协作工业互联网示范平台
通过建设智能化物流装备和仓储设施,开展生产物流的优化管理,促进供应链各环节数据和资源共享,实现提质增效。打造供应链协作平台,为供应商、客户等提供全产业链一体化管理服务和能力,开展高效运用订单管理、物流配送、仓储库存等供应链服务。
公司建立供应保障渠道,根据公司客户类别,有针对性开发有竞争力的原辅材料采购渠道,优化供应链体系;根据客户特点与产品要求,从配方设计角度提供最优的配方体系,逐步实现主要产品原辅材料平台化管理。
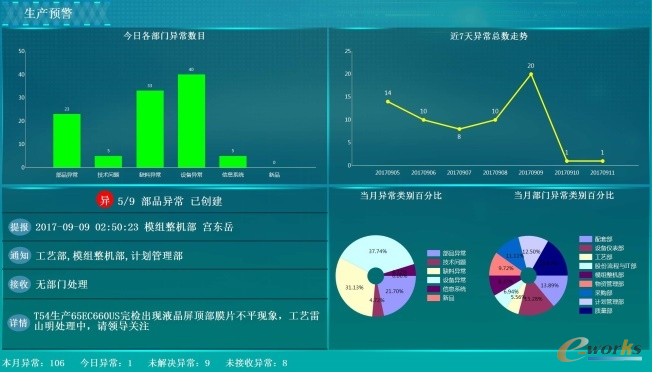
(3)本项目运用大数据分析技术提升数字化车间的生产和管理水平
高性能汽车轻量化工程塑料数字化车间采用工业大数据分析技术,采集车间生产数据,对工业大数据进行处理和分析,提升整个车间的生产和管理水平。通过自动化设备接口,或者外装传感器的方式,链接自动化设备及自动检测装备,将生产过程实时数据采集,利用大数据分析系统实现生产过程数据分析。整体投入工业级IPC、固定扫码枪、三色灯、传感器、PLC、无线扫码枪、看板、PDA、无线AP等相关硬件设备,集底层设备数据采集、网络层数据汇聚、应用层数据分析于一体,实现装备自动检测,产品在线监测质量保障。数据可以显示在手机、PC、指挥中心大屏。
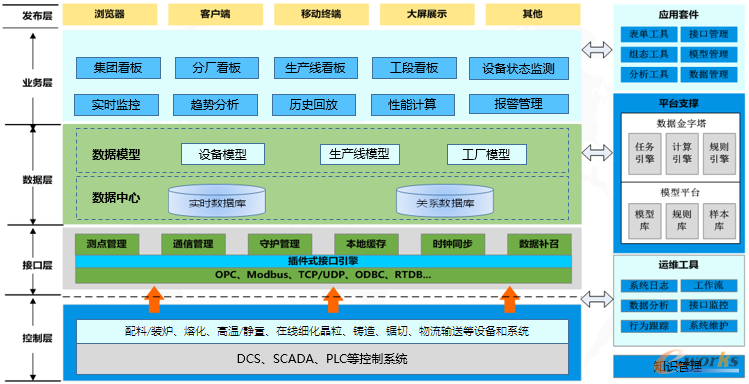
工业大数据平台
(二)效益分析
基于产品的模块化和标准化设计,通过智能设备购置、产线智能化改造、信息化软件投入,运用SAP、MES、PDM、Modelflow等系统软件,建成以计划驱动、采购协同、物流配合、制造执行、模拟仿真为主的闭环智能制造体系,实现产品研发、制造、交付、反馈的全程可视化、数字化跟踪。项目建设完成后,预计新增高性能汽车轻量化工程塑料超过3000吨,新增营业收入超过6000万元,新增利税超过800万元。
通过车间智能化改造实施,生产效率提高26.09%,人均产值提升率33.73%,产品不良率下降10.24%,运营成本下降25.66%,产品研制周期缩短16%,能源利用率提高15.3%,装备数控化率提高26.21%。改造前后对比具体如下:
1.生产效率提高26.09%
改造前采用传统半自动化模式生产,20条生产线年产能52992吨,按每月生产24天,每天生产20小时计算,生产效率为0.46吨/小时;改造后通过高性能汽车轻量化工程塑料数字化车间项目建设,采用智能化系统对生产加工全流程进行改造,20条生产线年产能66816吨,按每月生产24天,每天生产20小时计算,实施后生产效率为0.58吨/小时。改造后生产效率整体提高26.09%。
2.人均产值提升率33.73%
改造前采用传统人工半自动化模式生产,每人每天产出水平5871(元/人/天);改造后通过高性能汽车轻量化工程塑料数字化车间项目建设,采用智能化系统对生产加工全流程进行改造,实施后每人每天产出水平7851(元/人/天)。改造后生产效率整体提高33.73%。
3.产品不良率下降10.24%
改造前公司半自动化生产线良品率为88.28%,较同行先进水平高5-10个百分点;改造后调取线体前期运行的大量生产、质量数据,运用大数据分析,找出了影响良品率的因素。项目实施后,公司高性能改性材料生产线良品率为97.32%,较同行先进水平高14-19个百分点。改造后产品不良率下降10.24%。
4.运营成本下降25.66%
改造前每月生产改性材料1786吨,生产成本总额1592.42万元,单位成本8916元/吨;改造后每月生产改性材料3366.96吨,生产成本总额2231.67万元,单位成本6628.15元/吨。改造后运营成本下降25.66%。
5.产品研制周期缩短16%
改造前通过使用传统加工方式对原料进行加工,每形成1吨产品需要1.25小时;改造后通过合理布局智能化设备和系统,引入自动化的机器人等自动化设备,项目实施后,高性能汽车轻量化工程塑料数字化车间可实现将每形成1吨产品时间缩短为1.05小时。改造后产品研制周期缩短16%。
6.能源利用率提高15.3%
改造前单位生产能耗0.098吨标煤/吨;改造后单位生产能耗0.083吨标煤/吨。改造后能源利用率提高15.3%。
7.装备数控化率提高26.21%
改造前数控装备51台套,全部装备数量68台套,数控装备占比75%;改造后数控装备124台套,全部装备数量131台套,数控装备占比94.66%。改造后装备数控化率提高26.21%。
高性能汽车轻量化工程塑料数字化车间项目实施后,生产产能和技术成果转化能力大幅提升,有效促进公司产品和技术研发能力与效率,在多方面取得了先进成果,取得了在行业内极具竞争力的综合效益。公司是行业内首家联合产业链上下游企业开展联合创新的改性塑料企业,目前公司改性塑料相关产品产能位居全国前列,综合实力位居重庆市前二,多项产品与技术填补国内行业空白。
通过车间智能化改造,响应了国家推动两化融合的政策号召,为企业获取了竞争优势,打造出企业标杆能力。车间智能化改造增强了企业市场竞争力,符合国内外同行业发展趋势,有利于推进本地区经济发展和社会进步,为重庆本地的汽车、家电企业配套,并带动本地区部分配套小企业的发展。
通过制造系统模型的构建和统筹规划,运用IT(信息化技术)+AT(自动化技术)+ IE(工业工程),对功能改性高分子材料制造过程产线的升级改造(含自动化及检测等)、设备信息采集标准化(关键设备接口标准化转化)、控制层及执行层系统的导入应用(MES等)、平台系统(PLM、SAP等)的完善及模块扩充等,建立企业研发、生产、订单、物流、交付等支撑系统,实现人、设备及服务的智能协同,做强智能终端。通过信息化软件技术运用、智能装备投入、自动化产线建设及技术改造,改变现有生产方式,实现生产效率、运营成本、产品研制周期、产品不良率、能源利用率等综合指标的优化,推动智能化生产,引导我国高分子制造业由低端加工向智能制造模式转变。
 文章
文章